
观看我们的产品视频,就像打开了一扇通往钢板滚筒前的预弯工艺桥梁用立柱钢护筒好吗品质过关产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
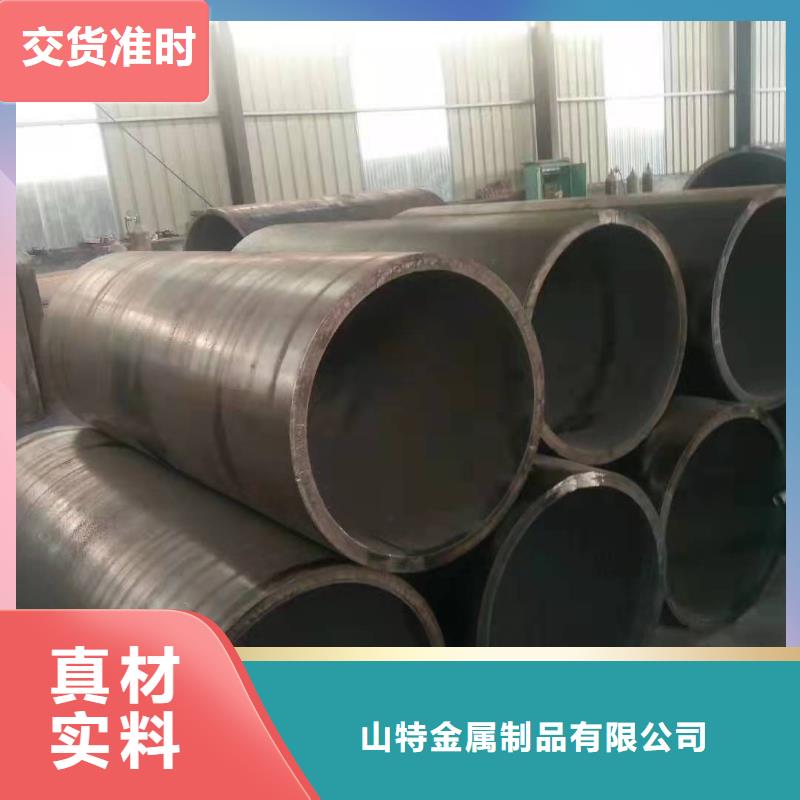
以下是:钢板滚筒前的预弯工艺桥梁用立柱钢护筒好吗品质过关的图文介绍

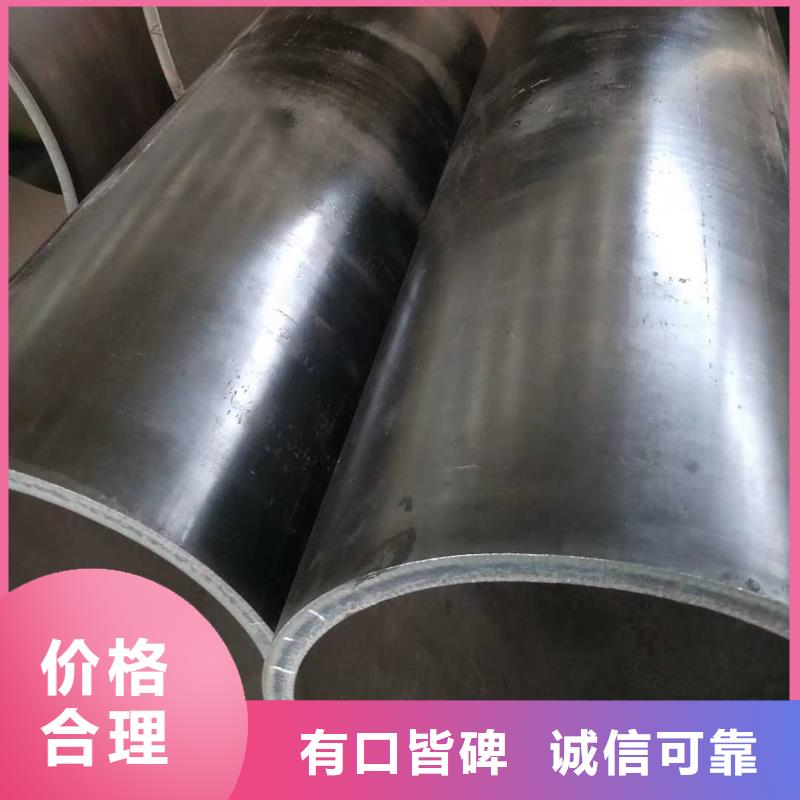
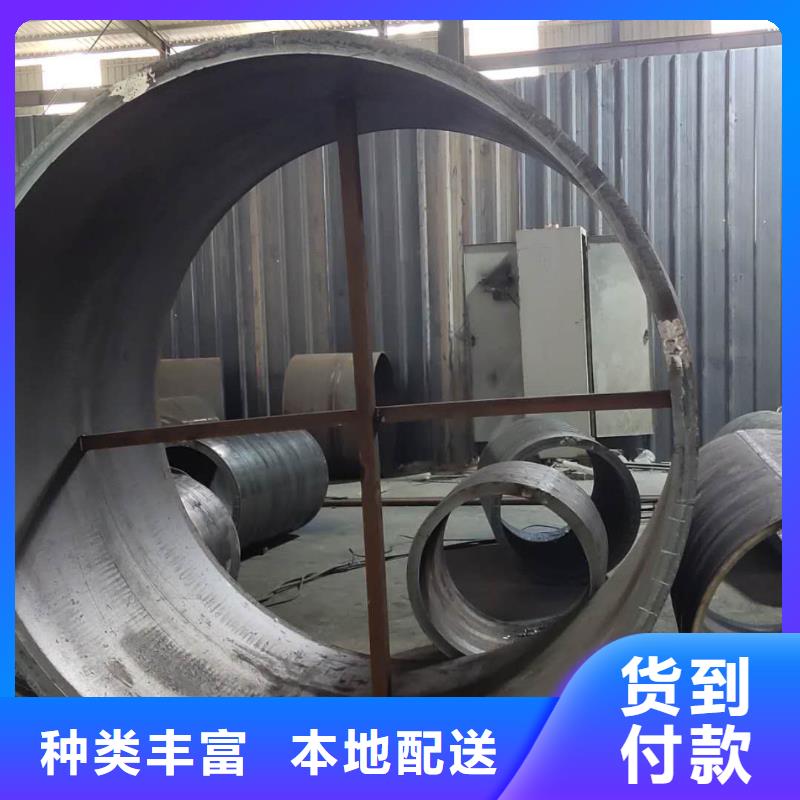
钢板卷管锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 单个气孔回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。? ? 产生这类缺陷的原因主要是焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。如果焊缝中存在着气孔,既破坏了焊缝金属的致密性,又使得焊缝有效截面积减少,降低了机械性能,特别是存链状气孔时,对弯曲和冲击韧性会有比较明显降低


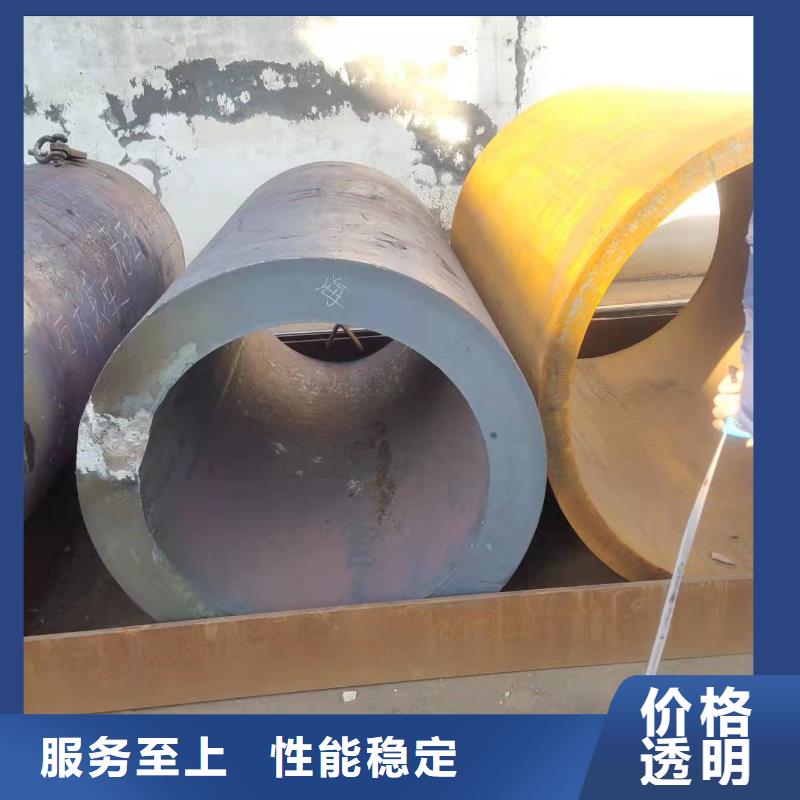
钢板卷管卷管按照不同的性质和功能分类可以分为不同的种类和型号,在不同的行业和领域中具有不同的使用性能和价值。大口径卷管的生产需要按照相应的工艺生产,在生产时添加一些辅助原料,提高卷管的使用性和耐用性,增加卷管的使用寿命和使用价值。 焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。中文名焊接钢管坯料钢板或带钢焊接方法电弧焊管、高频或低频电阻焊管焊缝形状直缝焊管和螺旋焊管直缝焊管生产工艺简单,生产效率高腐蚀性



山特金属制品有限公司主营产品 广西钦州方矩管厂家,公司凭着良好的信誉和优质的服务赢得广大客户的支持。经过全体员工的努力,现公司提供更优质,、的服务给广大的同行,厂家和商家;并具备一批专业的、年轻的骨干队伍,我公司本着以客户为主,诚信di yi的服务宗旨。公司成立以来,始终坚持“思路决定出路,人品铸就产品”的经营理念,连续多年被评为“文明企业”、“重点骨干企业”、“质量达标企业”、“重合同,守信用”企业,客户赠于“这里信得过”称誉。

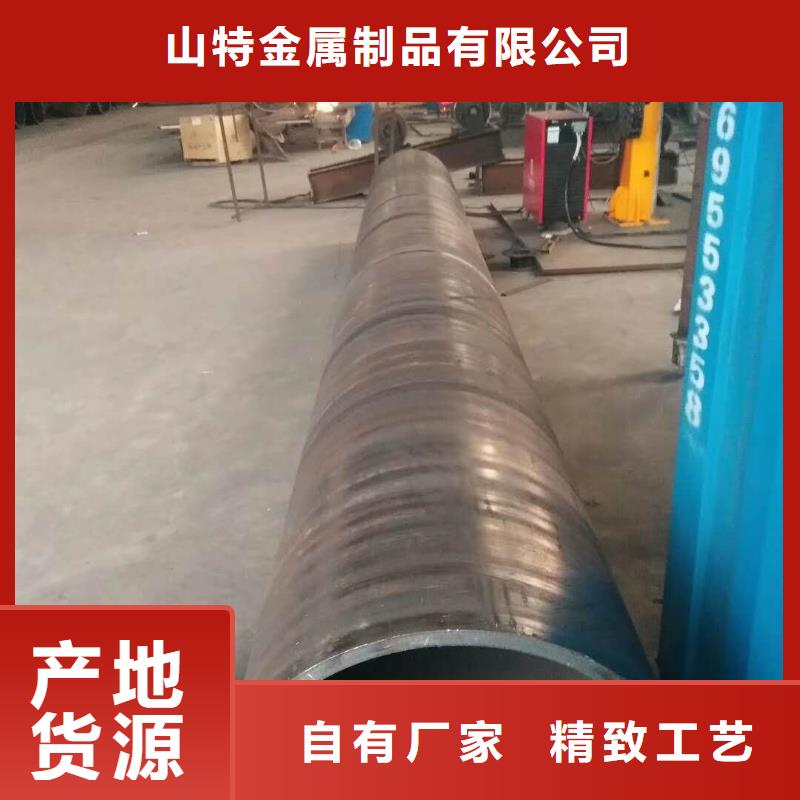
钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。

