




别再错过任何细节!花费一分钟观看数控锯切套丝打磨生产线质量优产品视频,让您的购买决策更加明智。
以下是:数控锯切套丝打磨生产线质量优的图文介绍


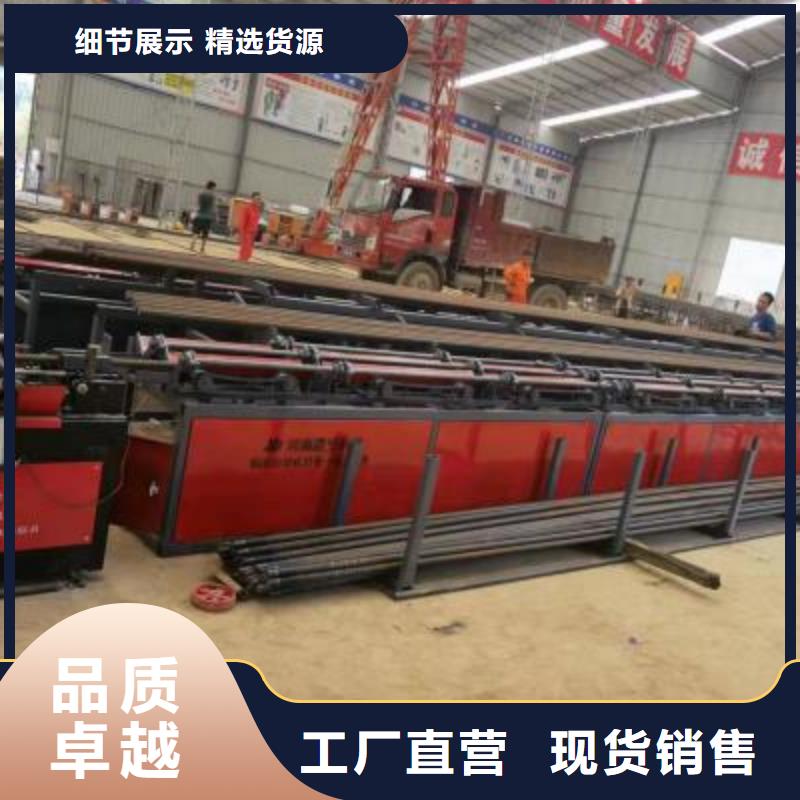
产品介绍
钢筋带锯床中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的夹紧装置为夹紧丝杆传过液压夹紧油缸管内孔,转动手轮或按动按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成型焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮与锯梁上面的主动轮固结,二者同步旋转,左侧为锯条的回转运动,由主电机、皮带轮、涡轮付经两级变速将驱动穿递到主动轮,再由主动轮、锯条驱动被动轮来实现,锯条运转速度共三档。
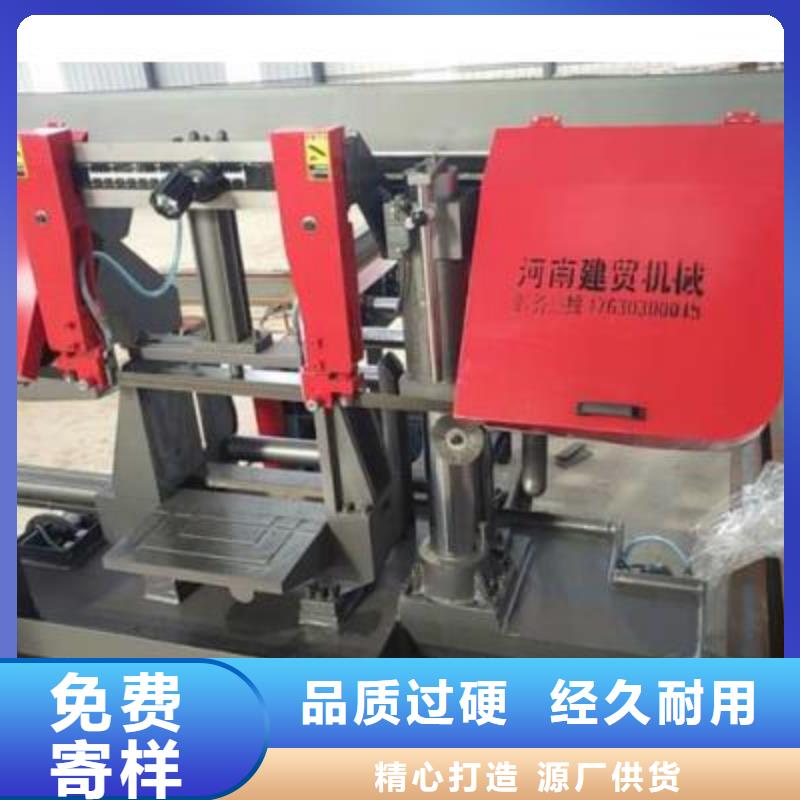
1.本机采用台湾技术,双立柱结合,保证导向精度,锯削稳定可靠。
2.虎钳夹紧,锯切下的工件不会松动,避免压损锯带,保证锯带。
3.钢刷清屑,有效清理锯齿间铁屑,延长锯带使用寿命。
4.锯床传动机构精密平衡校正,减少振动确保锯带不易断齿,拉齿。
产品技术参数
产品型号 Gb4230 Gb4240 Gb4250
锯切能力mm 300-300*300 400-400*400 500*500*500
主电机功率kw 2.2 4 4
液压电机功率kw 0.742 0.75 0.75
锯带速度m/min 40/60/80 40/60/80 40/60/80
外形尺寸mm 1700*900*1400 2200*1500*1550 2800*1300*1800
工作方式 液压 液压 液压
机床重量kg 680 1500 1800



建贸机械 有限公司位于老城镇,交通便利,位置优越。主要生产 山东枣庄数控钢筋网排焊机厂家。自2公司成立以来,经过十几年的、快速发展,已成为行业颇具规模的 山东枣庄数控钢筋网排焊机厂家生产企业。公司坚持以率高质量不断研发新产品,以科技先进的管理理念对企业进行整体规划。 成功来自品质,原于专业!我公司兼程“商者无域,相融共进”的原则“踏踏实实做人,实实在在做事”的经营理念,愿与各界人士携手共创美好明天 !


2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。
3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。



锯带呈直线断裂 1、张力太小或太大
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件

