
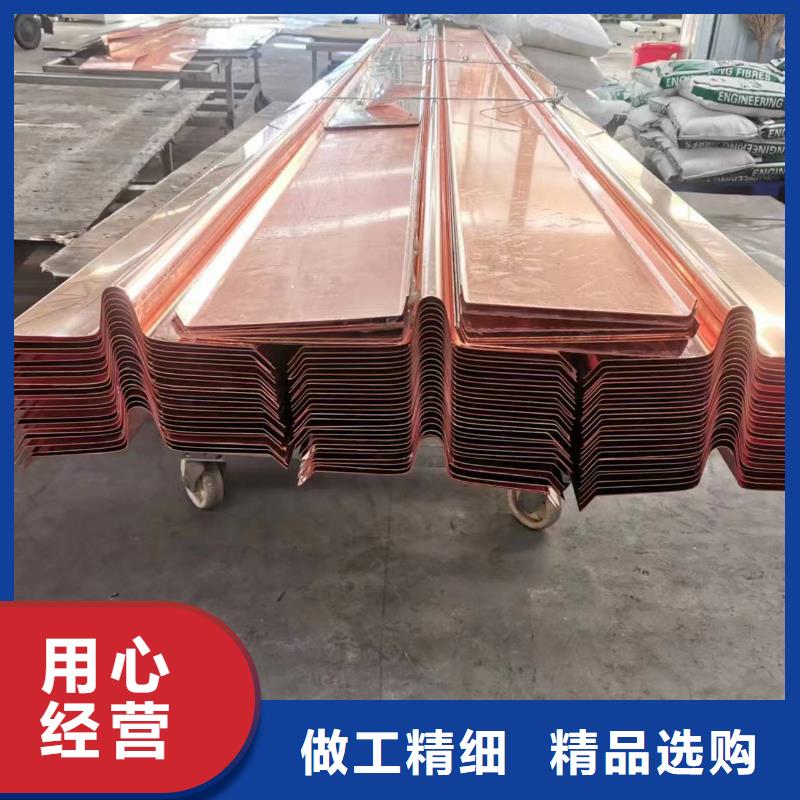






柳州止水铜片,橡胶止水带、中埋式橡胶止水带、钢边式橡胶止水带、背贴式橡胶止水带、遇水膨胀橡胶止水条、聚乙烯闭孔泡沫板、双组份聚硫密封胶、胶泥、冷底油等一系列产品。
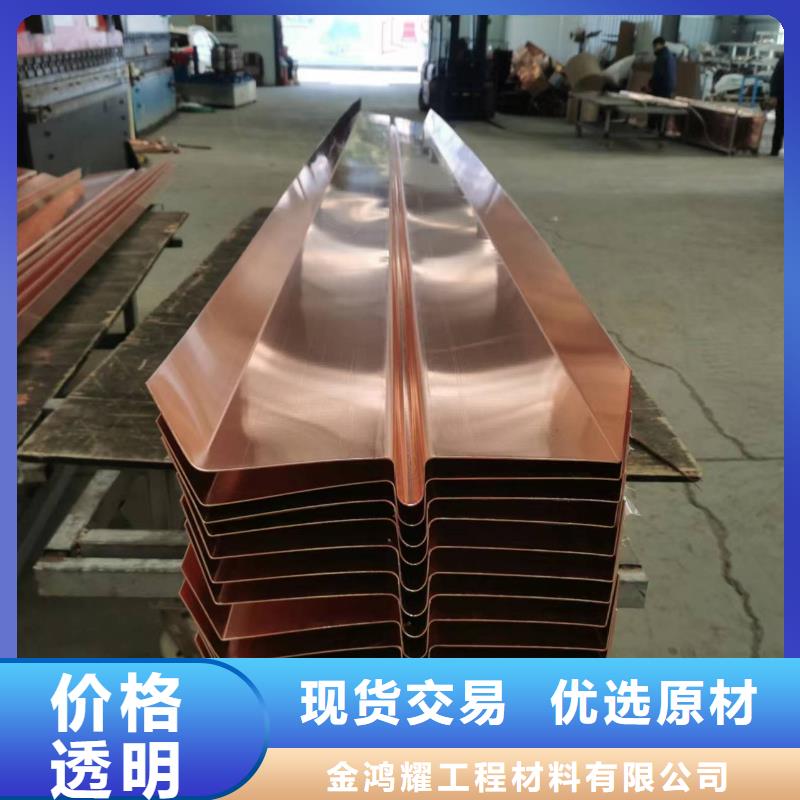
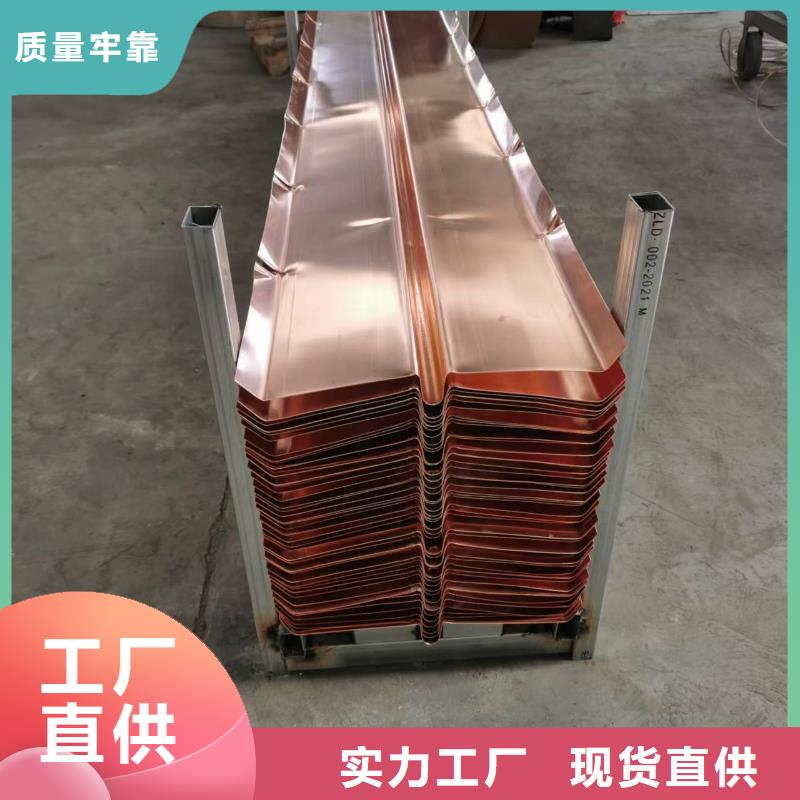
公司柳州止水铜片主要生产紫铜止水片、铜止水片、铜片止水带、紫铜片、T2紫铜带、紫铜板等,产品具有强度高,寿命长,耐腐蚀,抗老化等特点,主要应用于水利,铁路,隧道,垃圾填埋场,人工湖等基础建设工程,均受到了用户及专家的一致好评。赢得了良好的市场。
1、诚信务实让客户满意的企业宗旨;
2、拥有华东地区大型的土工材料生产基地;
3、严把质量关,残次品一律销毁,不得出厂;
4、专业的营销团队,产品销往各地;
5、先进的营销理念,订金发货,货到后验货付款;
6、闪电般的送货速度,一个电话,送货上门;
7、同行业良好的业绩和客碑;
厂家现货货到付款高质量铜材生产商

止水铜片水工建筑物接缝止水带型式多样,柳州止水铜片选择铜止水带型式和尺寸可从以下因素予以考虑:
1.由接缝变位及缝内水压力引起的 可能应力应小于材料的设计强度。设计强度的取值应
考虑尺寸效应、蠕变等因素的影响。
2.在水压力和接缝位移作用应下,止水带应不发生绕渗或尽量避免发生绕渗。
3.应考虑水质对止水带侵蚀的影响。
4.应考虑制造工艺和施工的影响,钢筋混凝土结构中的止水带应考虑钢筋布置的影响。
5.如何选择定型产品:
a.施工缝可采用平板型止水带。变形缝的止水带可伸展长度应大于接缝位移矢径长。止水带
的翼板长度和是否采用复合型止水带,应根据抗绕渗要求确定。
b.当运行期环境温度较低时,不宜选用PVC止水带。当止水带在运行期暴露于大气、阳光下
是,应选用抗老化性能强的合成橡胶止水带、铜、或不锈钢止水带。采用多道止水带止水有
抗震要求时,宜选用不同材质的止水带。
c.开敞型止水带的开口朝向宜考虑结构受力和施工影响。
d.止水带接头的位置应避开接缝剪切位移大的部位。
e.止水带离混凝土表面的距离宜为200mm--500mm,特殊情况下可适当减少。
f.止水带埋入基岩内的深度可为300mm--500mm,必要时可抽锚筋。止水带距基岩槽壁不得小
于100mm。水带通过 计量认证检验部门检验合格,出产产品可靠、耐
久、安装简便,能与混凝土良好结合。本公司同时也致力于研究开发新产品,提高新技术,为客户提供更多服务
柳州止水铜片
1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,特别是紫铜片外表的浮皮、油漆、油污 、锈蚀等要处置洁净。
柳州止水铜片 2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。
3、在安装的时候要准备并且保证牢固,不能出现变形,裂纹。
4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。
5、止水装置时,其中线应与缝中线重合。
6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。
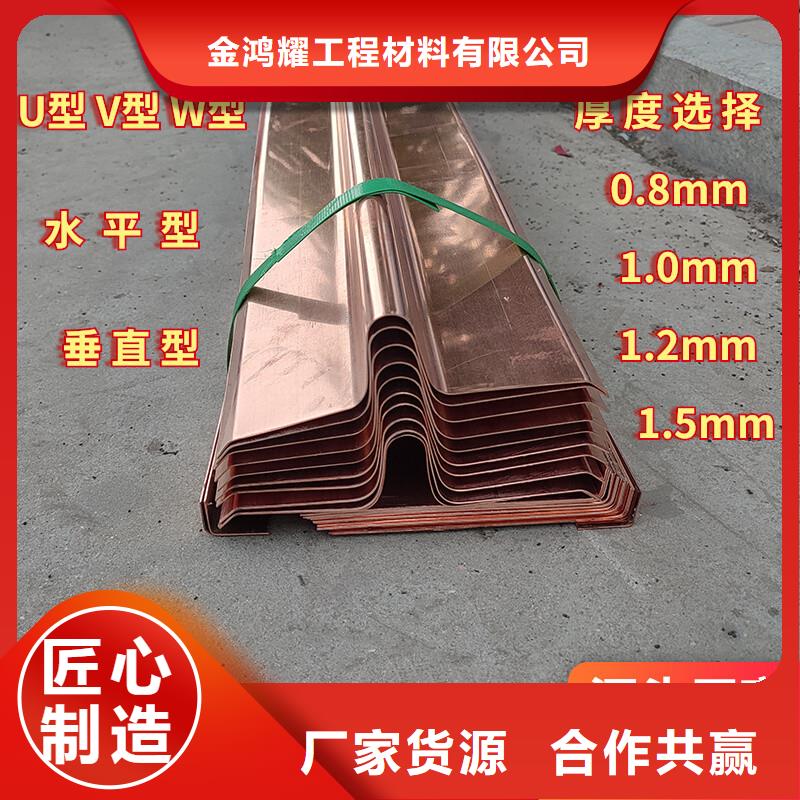
止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。
止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3T2含铜量>=99.8%T3含铜量>=99.7%铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa伸长率30%H01,抗拉强度>=215MPa延伸率为>=25%.
因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。
柳州止水铜片是一家大型的止水铜片生产厂家,柳州止水铜片专业生产各种型号规格的紫铜铜止水材料。免费提供加工成型技术(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工技术的发展趋势。
当今世界铜加工技术已经发展到了一个新的高度生产线的连续化、自动化程度很高成材率和能耗都已经控制在较好的水平。尽管如此国内外铜加工行业仍在不断研究开发短流程、节能降耗、高效率的加工技术。与此同时十分重视生产环节中每一具体作业技术的精细化从而使生产过程更加稳定、可靠制品质量更加稳定、一致。
经过几十年的发展特别是近十多年的努力中国铜加工技术已不再是亦步亦趋的跟随者而是在某些方面有所突破、有所贡献的参与者成为世界铜加工业的重要组成部分并对世界铜加工技术和行业发展产生了重要影响。应该说我国对上引连铸技术、带坯水平连铸技术、管材串联拉伸技术、连续挤压技术、潜流转炉、电磁搅拌、多头连铸技术等的发展都作出了重要贡献。但是我国在许多方面特别是在感应体技术、板带箔生产技术等方面与世界先进水平还有较大的差距。
因此我国铜加工技术发展的总体趋势仍然是借鉴国外的先进经验消化吸收国外先进技术并进行再创新。在提高产品质量等级、提高成品率和生产效率、注重环境保护、节能降耗上下工夫缩小与国外先进水平的差距。
具体的发展方向如下:
1、应当充分重视原料处理技术的改进。如废旧料的分选技术、净化技术提高原料的纯净度和利用率。充分重视铜金属再生技术的开发研究充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源降低原料成本。
2、应当重视铜及铜合金感应熔炼的感应体技术研究提高熔炼效率降低能耗。重视炉衬材料和筑炉技术的研究进一步提高炉衬材料和筑炉技术的标准化水平提高熔炉的寿命。进一步改进转炉方法推广潜流转炉技术;进一步改进熔体覆盖和保护技术寻找更加高效、环保的覆盖剂减少熔体吸气和污染。进一步推广电磁辅助技术的应用范围。进一步开展活泼元素加入方式及其含量精确控制方法的研究提高活泼元素的实收率和合金成分的均匀性。应当特别重视各种铸造过程的数值模拟技术的研究开发系统软件并指导和改进结晶器设计及铸造工艺提高铸锭质量。进一步研究近终成型连续铸造一冷加工的短流程生产工艺和技术实现生产方式的重大突破。
