
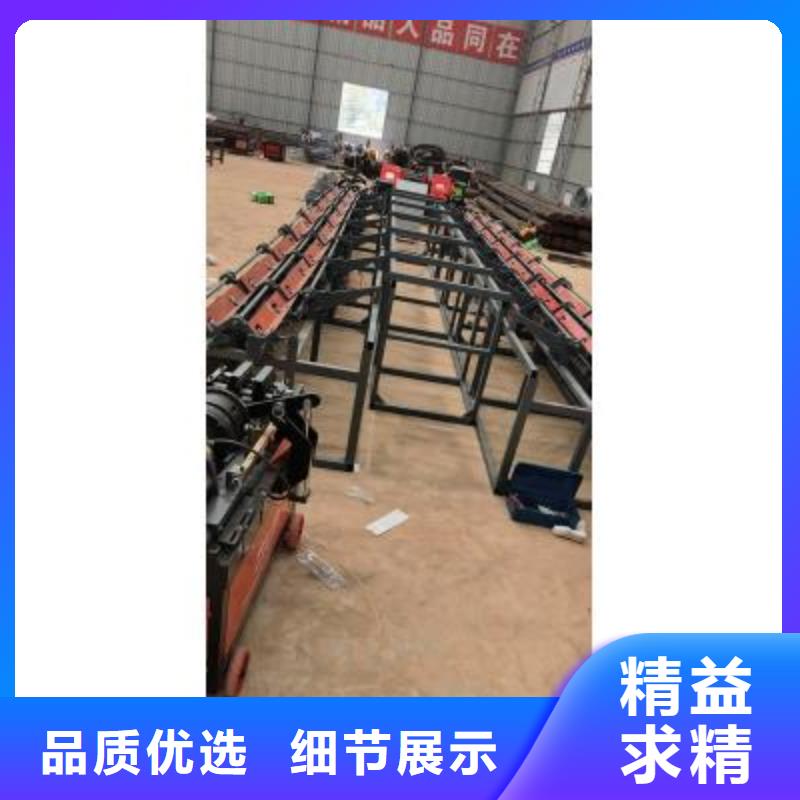




传统的锯切方式是由工人人工定尺,整个加工技术流程工序十分繁琐,而且过程中需要劳动人员多、且钢筋加工工人的费用颇高,特别是所有的加工工序如钢筋的调直、弯曲、切断不能一次完成,基本每道工序都需要单独的简易设备进行搭配,各工序均需配备专职人员及小型设备进行分工加工,才可完成箍筋加工成型,对人力物力利用率十分低下,很大程度上都无法确保建筑工程质量以及施工工期。1、红河数控钢筋锯切套丝打磨生产线,钢筋锯切、墩粗、套丝、打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度 并减少了劳动力。2、全机配备横向上料装置,上料方便,自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。3、钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。4、短的时间实现从原材料到两端套丝半成品,具有智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。
<红河>建贸机械设备有限公司 红河定制数控套丝打磨生产线精品制造

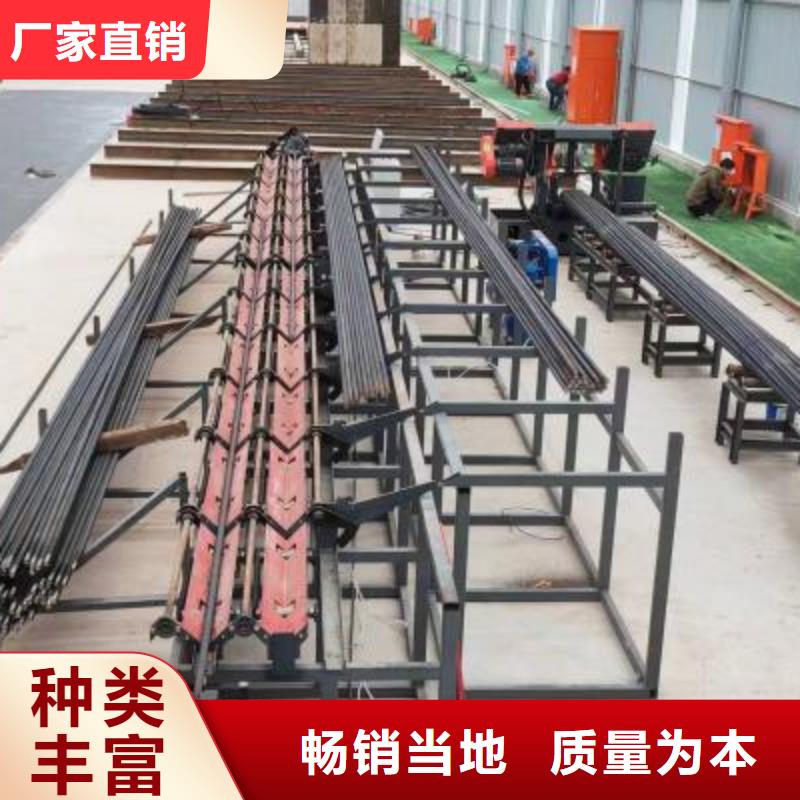
红河数控棒材钢筋生产线产品特点:剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高。液压式剪切系统,故障率低,可靠性高,剪切能力强。3、多挡板设计,定位速度快,效率高。双向收料,成品存放量提高一倍。配置套载,可大大提高材料的利用率 剪后辊道采用丝杆升降电机整体驱动,调整尺寸准、快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,限度延长了设备的使用寿命。液压剪前设置了剪体辊道,靠近剪刀的一端配有两个气缸,控制辊道升降,剪切钢筋时,可与液压缸剪切同步运动,保证了钢筋送料端在剪切时不会变形 剪后辊道采用丝杆升降电机整体驱动,调整尺寸 快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。
 <红河>建贸机械设备有限公司
<红河>建贸机械设备有限公司

红河数控钢筋锯切套丝生产线本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动卸料、送进、缩径、滚丝等功效。 该设备可以根据现场实际情况和业主监理要求增加镦粗、打磨或储备料仓等设备无缝对接,实现全自动流程,无需人工干预。本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料。全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。
