
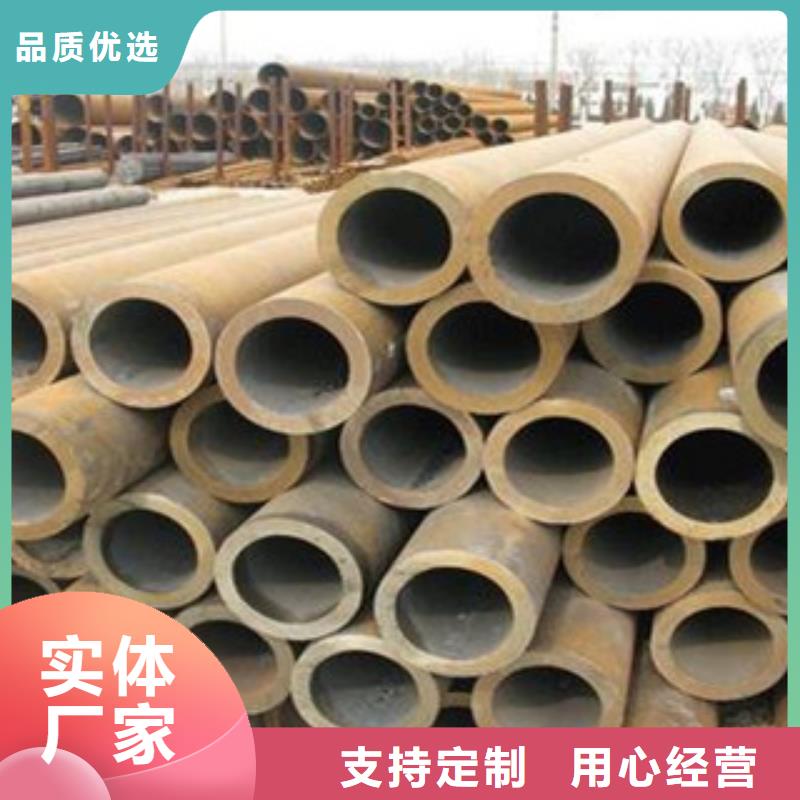

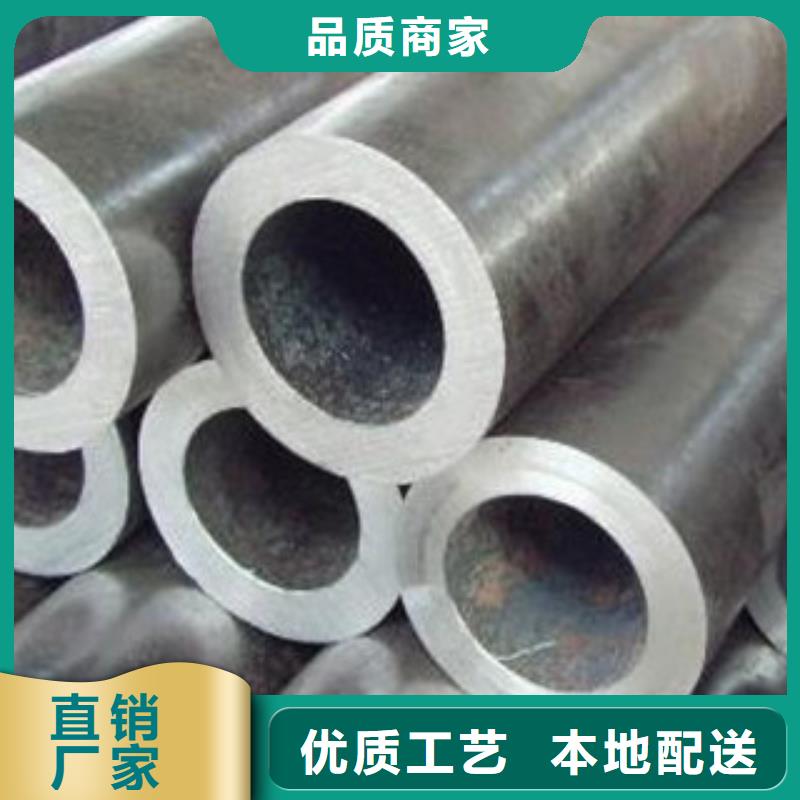

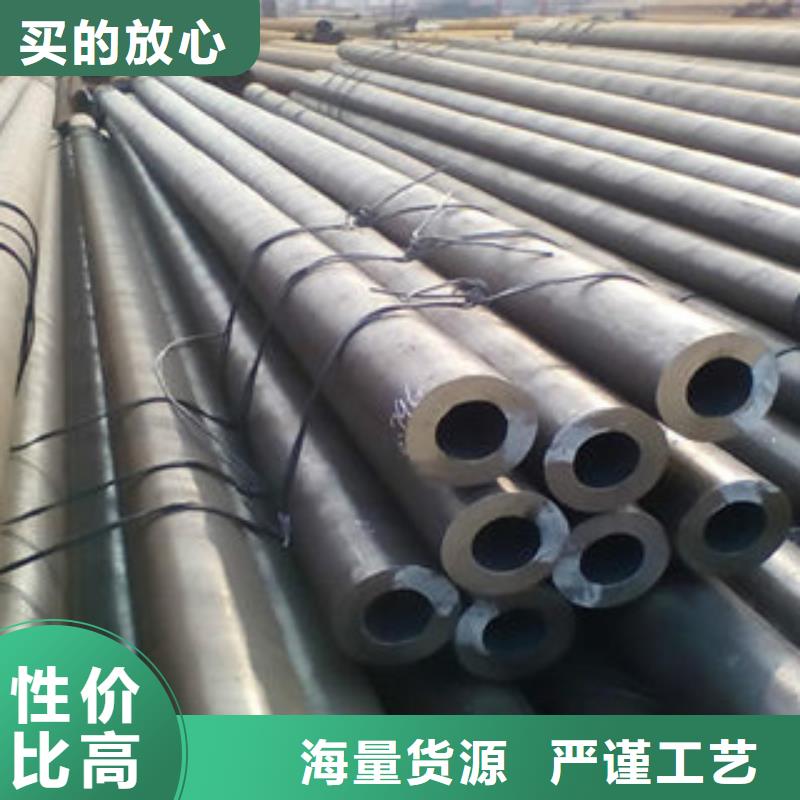
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。






亚电物资有限公司是一家以 广东东莞20G高压锅炉管为主、集设计、生产、施工支持为一体的生产研发公司。
主要产品有 广东东莞20G高压锅炉管等,争取为每一位客户提供 广东东莞20G高压锅炉管整体解决方案,用心解决掉客户问题。
公司成立至今,我们遵循凡事有交代,件件有着落,事事有回音的“靠谱”原则,为公司的自身品牌形象树立标准。让客户把事情交给我们放心。


主要的技术标准有结构用无缝钢管GB/T8162-2008,输送流体用无缝钢管GB/T8163-2008,低中压锅炉用无缝钢管 GB3087-2008,液压支柱用热轧无缝钢管GB/T1396-1998,高压锅炉用无缝钢管GB5310-2008,API套管和油管规范 API5CT,管线钢管规范API5L-44,低温管道用无缝钢管GB/T18984-2003。
一次将两板边加工成所需的形式,精密管铣边机:将制管用的板料的两侧面进行机械加工,并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。使精密管板边具有精密管将成型钢管半径相等曲率半径,精密管预弯边机:将铣边机加工出两边焊接坡口的精密管板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证精密管的圆度。全自动钢管成型机:完成对各种金属板料的弯曲成型。进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。龙门移动式感官矫直机:用于钢制圆柱型管的矫直。直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。提高钢管尺寸精度。钢管扩径机:应力。检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。



