





数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、安全阀坏了或者系统的压力偏低。措施是更换新的的安全阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。全自动数控钢筋笼绕筋机在使用前要全面检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
jmc <海东>建贸机械设备有限公司
<海东>建贸机械设备有限公司
为钢筋笼滚焊机加润滑油要注意的事项,钢筋笼滚焊机在加工钢筋中占据着重要地位,我们在操作钢筋笼滚焊机时要定期的进行保养和维护,从而可以提高工作的效率和质量,钢筋笼滚焊机加注润滑油时应注意哪些问题呢?接下来我们大家一起来简单了解下吧。1.在操作钢筋笼滚焊机期间应定期的对润滑部件加注润滑油,保持润滑,从而保证钢筋笼滚焊机扥正常使用,在加注润滑时我们应按照正确的方法加注润滑油。2.先需要注意的是加注容器的清洁度,以免在加注时掺杂其他杂物,从而污染油液,导致钢筋笼滚焊机的正常使用。3.要定期的对的润滑油进行更换或添加,在添加时应严格的按照规程标准,不可过多也不可过少,以免造成不良现象。怎样做好钢筋笼滚焊机的防护工作,钢筋笼滚焊机绕筋机是钢筋加工机械之一,我们在操作钢筋笼滚焊机时一定要遵守操作规程,不可违规操作避免加剧零部件的损害,我们使用钢筋笼滚焊机时怎样做好防护工作?接下来钢筋笼滚焊机将为大家介绍钢筋笼滚焊机防护工作。1.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用钢筋笼滚焊机后我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以保证钢筋笼滚焊机的正常运行。
海东简易钢筋笼滚焊机制造厂_建贸机械设备有限公司各部位螺钉的紧固:牵引两主动轮螺钉的紧固、牵引两压下轮螺钉的紧固、牵引上轴套端盖螺钉的紧固、各剪切螺钉的紧固、弯曲心轴螺钉的紧固、弯曲轴的紧固。二、生产效率超高,价格低廉性,价比国内首屈一指。三、全机械弯箍简单实用,维修方便,耐用耐磨。 我们始终本着“诚信经营、”的经营理念;以顾客为的经营宗旨。通过遍及的销售服务网络,完善售前、售中、售后服务;通过真诚的合作为您提供优良的产品和的服务。 企业精神:品质以佳,信达天下建贸愿景:创企业,造精品设备核心价值:诚信为本,品质为准,科技 参数:钢筋直径范围 ¢12——¢40mm弯曲角度 00——1800,可正、反双向弯曲弯曲精度 ±10挡板移动速度 50m/min设备占地面积 13m(长)*2m(宽)*1m(高)电控系统 总功率8 KW,“380V,50-60Hz”工作原理及优势 弯曲机固定,钢筋移动,操。 5、设备必须接地良好,在工作当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。钢筋笼绕筋机,钢筋笼滚笼机,钢筋笼盘丝机,钢筋笼绕笼机,数控钢筋笼绕丝机,全自动钢筋笼地滚机,钢筋笼盘圆机,钢筋带锯床,钢筋锯床。 杭州数控钢筋盘丝机钢筋带锯床厂家
 jmc
jmc
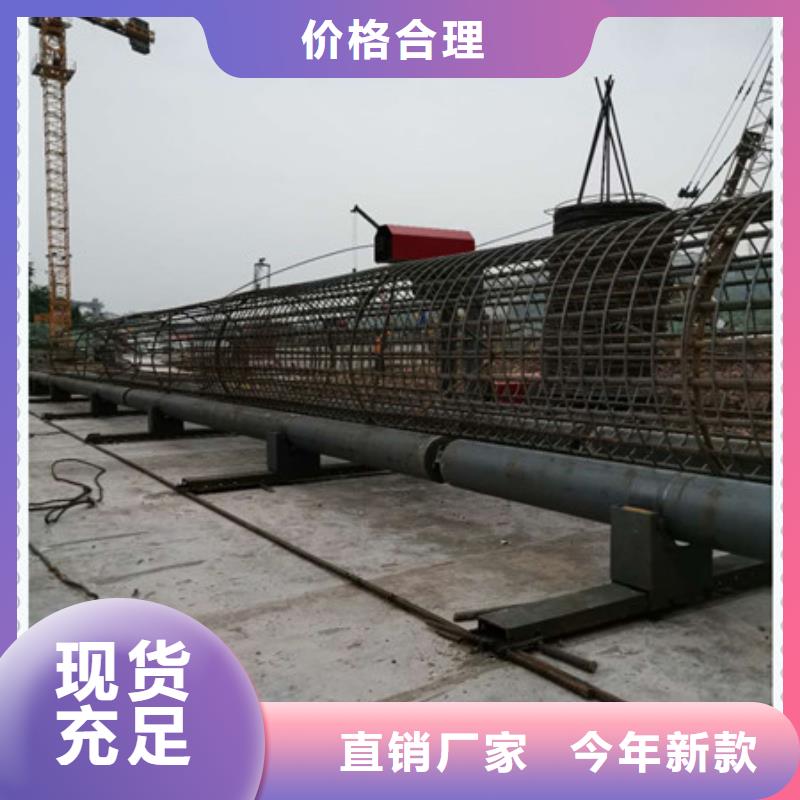
数控钢筋笼滚焊机的工作原理: 绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。三、钢筋笼滚焊机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而建贸机械生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。四、钢筋笼滚焊机的加工特性: 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,机械化加工的钢筋笼都能达到监理要求,基本实行了免检。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续提升第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。
在各类建筑施工工程中,钢筋加工是一个尤其重要的环节,在桥梁施工中,钢筋笼绕筋机 的加工是基础建设的重要环节。在过去传统的各类建筑施工工程中,钢筋笼一般都是采用手工轧制或手工焊接的方式,除了效率低下之外,主要的缺点是制作的钢筋笼质量极其差,设备尺寸不规范,影响到工程建设工期的及质量不合格。钢筋笼的焊接时间=钢筋笼长度/行走速度,例如一个12米的钢筋笼,行走速度为600mm/min,则理论焊接时间为12/0.6=20分钟。如果行走速度为mm/min,则理论焊接时间为10分钟。实际操作中,由于两端不会完全焊满,故实际焊接时间比理论时间短。自动化数控钢筋加工 步式 1、多媒体; 2、专业业务经理; 3、样板工地现场; 4、研究发明专家深度解析方案。 二、N三百六十度服务(售前、卖出以后的服务保持高度一致) 1位专业业务经理 1位技术服务指导 1位现场加工培训督导,为顾客提供完整而专业的现场加工解决方案。 三、三百六十度服务分7个节点验收体系 1、特殊需求的技术交底; 2、工厂设备交付,并派送; 3、指派随行现场加工培训督导; 4、设备现场交付验收; 5、设备调试验收; 6、现场指导工人使用结果验收; 7、完整设备交付使用效果
