



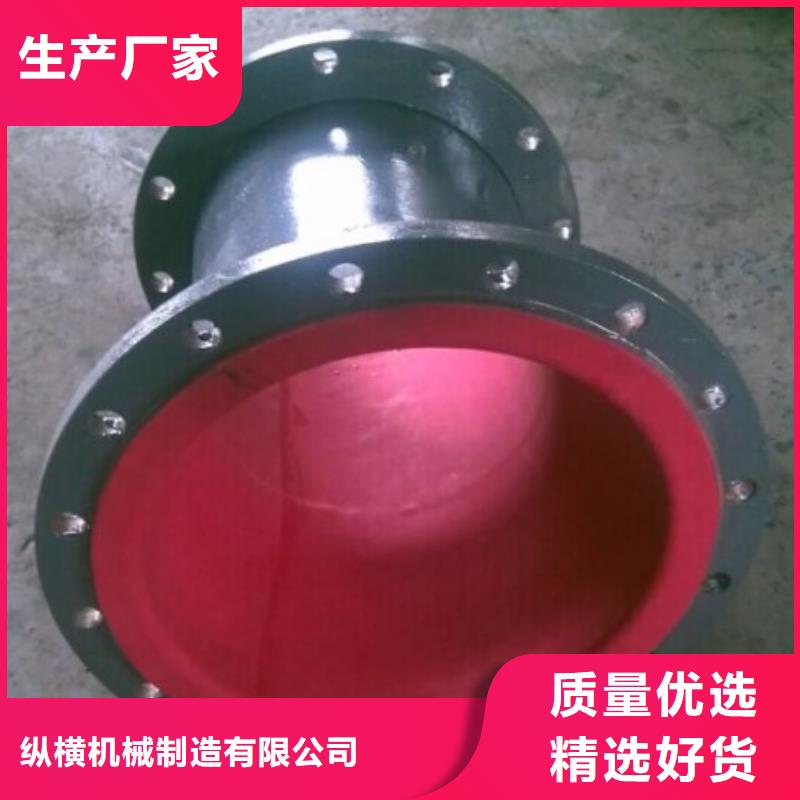

产品特点图

我公司拥有自己先進的生产和检测设备。我们坚产品质量就是公司的生命,我们将根据客户的不同要求,提供更的技术服务,“以创新为动力,视质量为生命,坦诚待人、务实发展”是公司一贯奉行的文化理念。公司坚持“以质为纲、以诚为本”的经营方针,诚经营精益求精,、准确、快速的满足顾客的需求。从销售,产品开发,生产,质量控制和售后服务,每个环节都有经验丰富的人员严格把关,务求为客户提供的,高质,的专业优质服务。
衬胶管道的生产工艺:
1.衬胶管道防腐管道的表面处理:
在对衬胶管道防腐管道的钢管进行喷砂前应认真检查全部喷砂面有无油污,若有应用清洗剂清洗干净,对设备的管嘴、人孔等开口处应用胶合板和塑料布进行包扎、捆绑,以防砂子飞出伤人。
喷砂作业应从上到下,首先从顶部开始,逐渐向下进行作业,法兰、管嘴等小面积喷砂应特别注意,喷砂枪在喷砂时与被喷砂面的距离应在300~500mm范围内。喷砂作业要在干燥的环境中进行,当喷砂面有水或空气湿度大于85%时,应停止作业。
当天喷完砂的表面要当天检查,其除锈等级Sa21/2级以上,凡检查不合格处均应作出标记,待第二天重喷。
当天检查合格的喷砂面,在清扫干净后,应在当天涂上一道胶浆,涂刷应厚度均匀,严密不漏。未涂胶浆前的合格喷砂面,施工人员严禁用手触摸或有用其它脏物去接触,以防污染。
2.衬胶管道的胶浆配制:
衬胶管道防腐管道的胶浆配比为:胶片:汽油=1:6~10(重量比),胶浆的配比要根据使用条件有所变化,对于粗糙的铸铁表面应采用1:10较稀的胶浆,用手刷涂刷时应采用1:8胶浆。
用软胶板衬里时,应用7038胶浆片配制胶浆,配比为1:2~1.5。 配制时先将胶片表面杂物除去,然后切成碎片,按比例加入汽油,浸泡搅拌自溶化,采用机械搅拌可以改善劳动条件。
配好的胶浆可保存三个月,但贮存时应注意温度变化不可过大,以免影响胶浆质量。表面处理和胶浆配制做为衬胶管道防腐管道生产工艺朂主要的两个环节,任何一家脱硫衬胶管道生产厂家在生产管道产品时只要做好这两步就能将产品质量增加多倍。

适用范围


纵横机械制造有限公司生产设备精良,工艺先进,检测手段齐全,技术力量雄厚; 江苏常州衬塑钢管产品共有三大系列、三十多个品种,并承接各种非标产品的设计和制作,规格齐全,质量保证, 江苏常州衬塑钢管产品销往全国各地,受到广大用户的一致好评。



为什么选择我们

现在许多电厂里输送石灰浆液的介质的一般都改造为了衬胶管道,下面我就简单给大家介绍一下衬胶管道的工作原理吧!在电厂衬胶管道运转时候,正常温度都在40°C-80°C之间,随着石灰浆液的流动,必须设计好衬胶管道的方向。像电厂衬胶管道一般所用的内衬橡胶板都是耐磨、耐腐蚀、耐酸碱的,这些特点证明了衬胶管道的优势。它正常使用5-10年没问题,厂家质保期是1年,在当中时间内出现了任何问题厂家都负责修补、或者重做。质量您放心!客户至上、质量 。
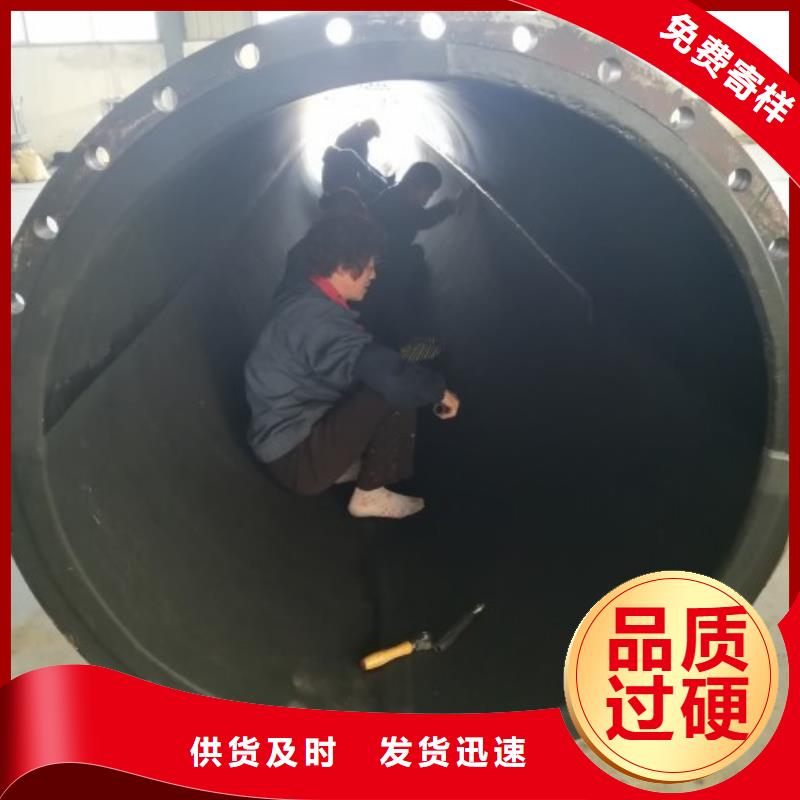
衬胶管道的硫化方法:小型设备内壁贴胶后可采用传统的硫化方法, 即把衬胶的设备送入硫化罐中, 再通入压力蒸汽进行硫化, 大型压力容器衬胶后,可直接通入蒸汽进行硫化, 即本体硫化。而大型非压力容器衬胶后的硫化方法, 现有以下四种:
( 1) 热水硫化法: 即在设备内壁粘贴未硫化胶片后, 注满水, 再通入蒸汽, 保持水沸腾, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。
( 2) 常压蒸汽硫化法: 即在设备内壁粘贴未硫化胶片后, 向设备内通入常压蒸汽, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。以上两种硫化方法称热硫化法, 首先现场必须有蒸汽设备, 对于特大型容器需要每小时提供2 270kg 的蒸汽,衬胶管道标准, 如此之大的供汽量超出了许多工业设备的能力,衬胶管道长度, 衬里胶采用热硫化法, 其成本是相当高的。
( 3) 预硫化法: 即将已硫化的胶板粘贴到设备内壁上, 要求所有胶粘剂能使硫化胶板粘结牢固并能自然硫化, 放置15 天以上设备即可使用。此法的优点是硫化胶板储存运输方便, 但缺点是粘结力不高, 复杂结构的设备及拐角处不易粘贴牢固。
( 4) 自然硫化法: 即把未硫化胶板粘贴到设备内壁上, 在自然条件下放置7~30 天或1~3个月, 胶板及粘合剂均已自然硫化。此法的优点是施工粘贴胶板方便、容易、粘结力高于预硫化法, 勿须加热硫化, 成本低,是化工设备防腐衬里较有发展前途的方法。是世界各国研究的重点。
衬胶管道、衬胶管件在做完之后,蒸汽硫化这一步为关键,如果硫化不好,就会影响衬胶钢管及衬胶管件的质量问题,所以我们必须在这方面慎重。

