





关注机床实时讯息。我企业专业生产液压机、剪板机折弯机、冲床、摇臂钻床、立式钻床、金属带锯床、钻铣床、升降台铣床、普通车床、万向摇臂钻及数控铣床、加工中心等。20多年的产品历练成就今日的辉煌,真诚与新老用户合作。
金属带锯床锯条检测分析
根据金属带锯床对带锯条详细检测分析,使用过程中的锯条出现切斜或者焊口撕裂可能与下面几点因素有关: 通过新、旧带所测的数据判断,虽然部分锯条存在分齿量对称度为内控下差,但结合以往内部试切以及退回新带试切结果分析,并及时清洗掉锯齿上的附加物正确地磨合新带锯条
带锯床是用于金属切削的机床设备,其是运用锯条的动转来完结对工件的循环切削,在完结操作中有的操作者会遇到带锯床锯条跳动的疑问,那么是啥要素构成的呢?带锯床带锯条跳动要素:、带锯条张紧度过松,通过恰当调张紧度,能够有用的削减带锯条的跳动;、锯条下行的笔直度欠好。
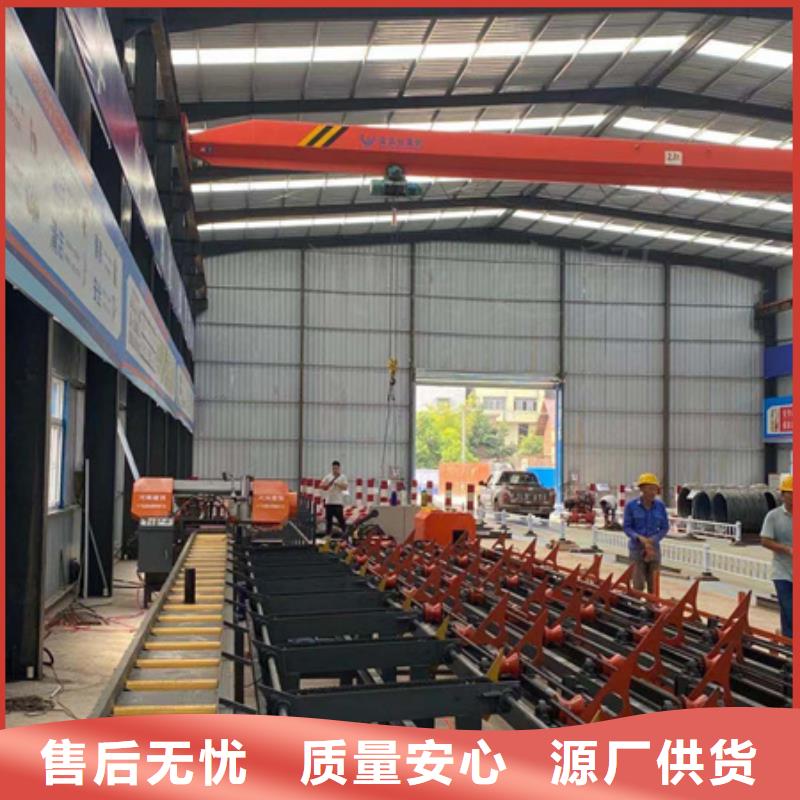
全自动金属带锯床(卧式带锯床)
主要特点
1、采用进口PLC,7寸触摸屏组成的人机界面系统控制,可靠、运行稳定精度高;
2、手动与自动相结合;
3、可分布操作、周期操作和循环操作;
4、自动送料,自动定尺单次送料500mm;
5、装有锯条卡带断带自动停机保护装置;
6、内置常规故障提醒系统,方便维修;
7、切削速度液压控制,无级调速;
8、导向块结构科学合理,锯条的使用寿命;
9、液压辅助导向,操作平稳;
10、锯切稳定,精度高;
11、工作采用双液压,操作方便。
 内蒙古角度锯床源头工厂
<内蒙古>建贸机械设备有限公司
内蒙古角度锯床源头工厂
<内蒙古>建贸机械设备有限公司
。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
 jmc
62744
jmc
62744
6、送料长度尺寸由光栅尺检测定位,光栅尺检测有效范围500mm。
7、昆仑DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。
8、台达DVP可编程控制器,全自动控制。
9、送料长度检测深圳埃莫特光栅尺。
10、材料夹紧采用油缸夹紧。
11、可同时叠加多根材料锯切。
12、线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
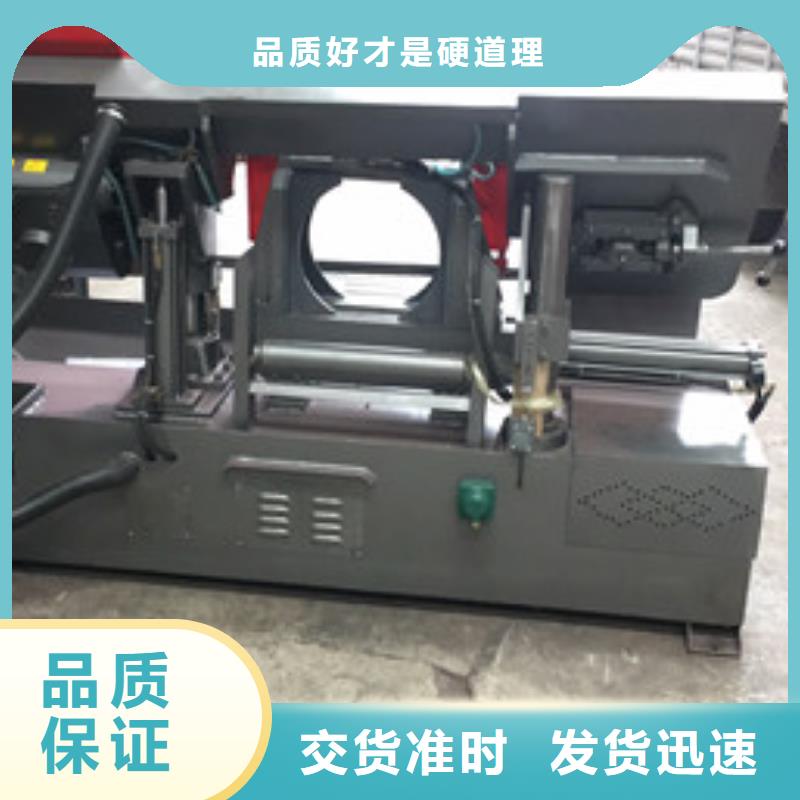
产品特点
1.切削速度液压控制,无级变速
2.导向块结构科学合理,延长锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切稳定,精度高
5.工作夹紧采用手动夹紧,操作方便
适用范围:
JMGB4240双立柱卧式带锯床是集机、电、液为一体的全自动带锯床,是锯切较大直径的黑色金属和有色金属等各种型材的设备,具有、节能、高精度等特点。其结构合理,造型美观.
带锯床主要特点:
切削速度液压控制,无级调速;
导向块结构科学合理,延长锯条的使用寿命;
双立柱结构,操作平稳;
锯切稳定,精度高;
工作夹紧采用液压夹紧,操作方便。
产品常用名称:锯床,带锯床,卧式带锯床,双柱式带锯床,金属带锯床,带锯床。
安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
