





想要直观了解钢筋锯切套丝生产线货源充足产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:钢筋锯切套丝生产线货源充足的图文介绍

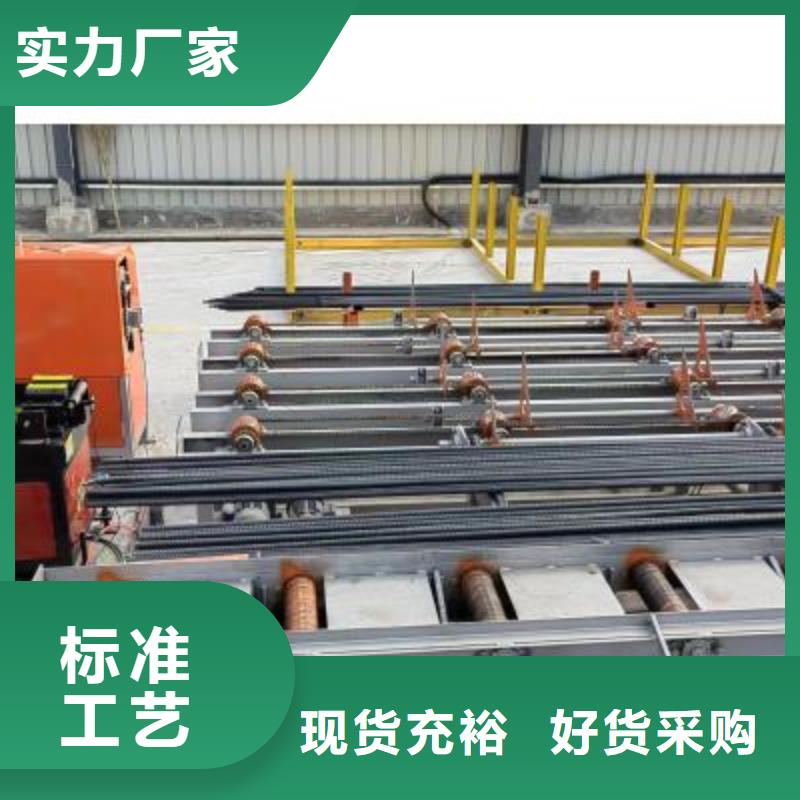
4、锯切生产线主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、辊道采用V型轮输送无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。

锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作


锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。



我厂坐落于老城镇,交通条件便利,技术实力雄厚,经济后盾强大,市场前景广阔。建贸机械 有限公司生产设备齐全,配套能力强,有一整套严格的【山东莱芜数控钢筋网排焊机厂家】生产管理体系和质量保证体系并拥有一支素质良好的员工队伍,在【山东莱芜数控钢筋网排焊机厂家】产品的生产方面,已形成一整套独特可靠的工艺流程与生产方法,【山东莱芜数控钢筋网排焊机厂家】产品规格齐全,价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各厂家建立了稳固的供货体系,同使用单位建立了良好的经营体系。 公司愿与各地的新老客户共同搭起一座智慧的桥梁!与您共同发展灿烂美好的明天!


