
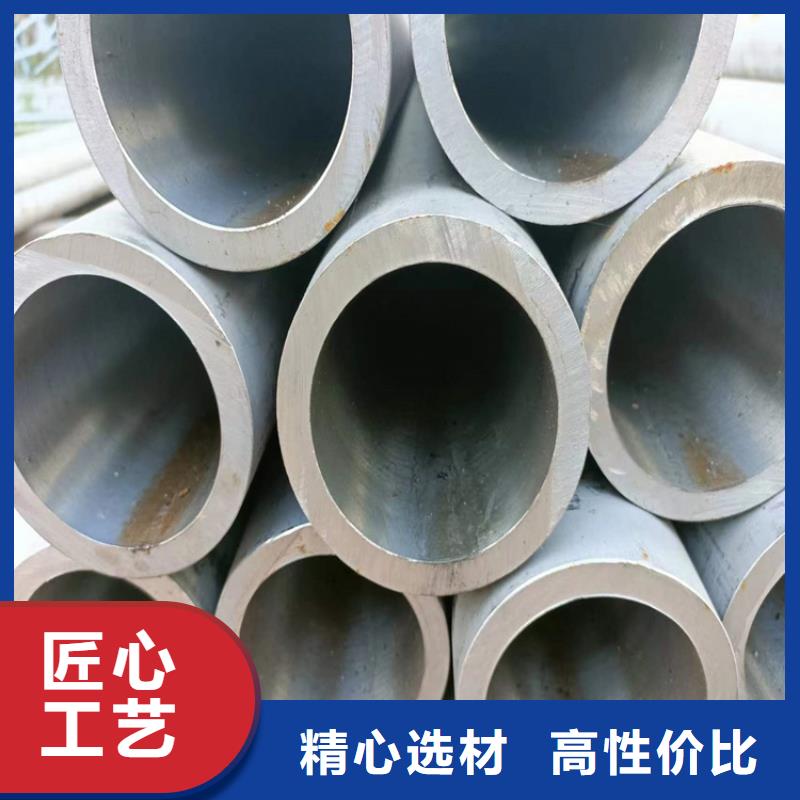






扬州珩磨管油缸管绗磨管相关参数:
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
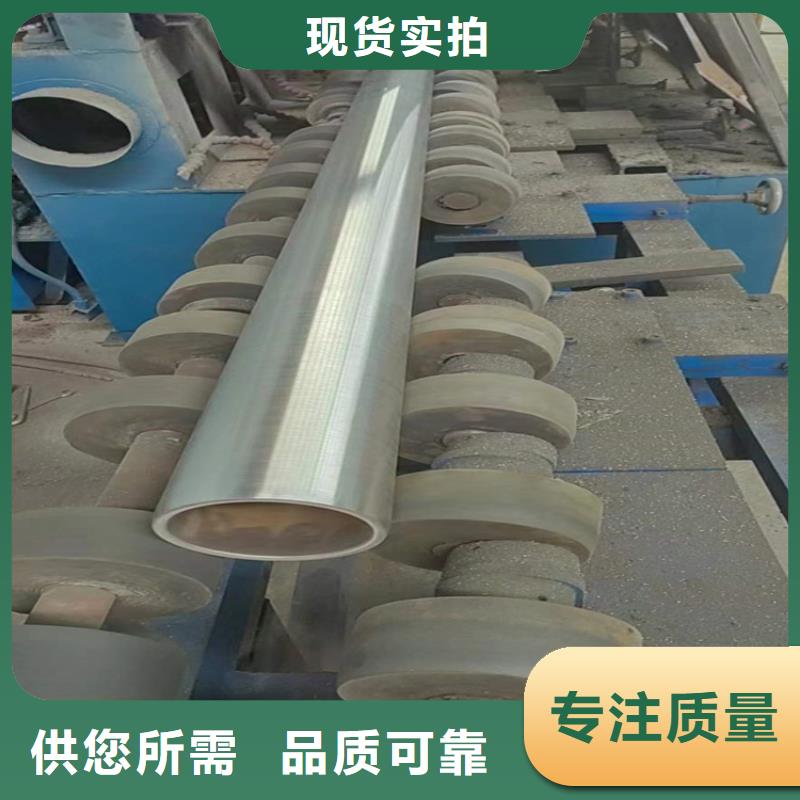
滚压管

扬州珩磨管油缸管绗磨管珩磨管淬火裂纹的宏观形态图2.1.1 材料冶金质量缩孔和严重的轧制缺陷造成材料明显的不均匀性,这时材料是不宜进行热处理的。而不少材料的冶金缺陷均可能单独与宏观或微观的内应力发生作用,促发珩磨管淬火裂纹。这些冶金质量问题包括:宏观偏析、固溶体偏析、固溶氢、锻轧缺陷、夹渣、铁素体珠光体带状组织及碳化物带状组织等。沿夹杂物扩展的珩磨管淬火裂纹2.1.2 材料含碳量和合金元 含碳量增加将降低马氏体的断裂强度。根据脆性固体理论断裂强度: 其中E、d值与含碳量相关,含碳量提高,马氏体中铁原子间结合力降低,弹形模量也降低,钢的断裂强度也随之降低。碳量增加,d值增加,使断裂强度降低。 而合金元素对珩磨管淬火裂纹的影响不一,例如Mn、Cr、V、Mo等元素与C一样,随其含量的增加而淬裂倾向变大。然而,B元素较为特殊,B能有效地提高淬透性。稀土元素对淬裂的影响研究甚少,说法不一。适量的稀土元素可减少位错移动所需要的摩擦力,因而有降低脆性破断倾向的作用。稀土元素富集于晶界,可净化和强化晶界,使P等杂质难以再偏集于晶界,可能起到减轻沿晶断裂的作用。滚压管

扬州珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以预防和避免的,在使用和维修中应采取以下预防措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管

扬州珩磨管油缸管绗磨管浅析珩磨管进行热处理的关键的环节。 珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?
1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。
以下针对几个比较关键的环节做一下着重介绍:
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。
2、消应力处理:所谓的消应力处理,珩磨管出售,其实就是指除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
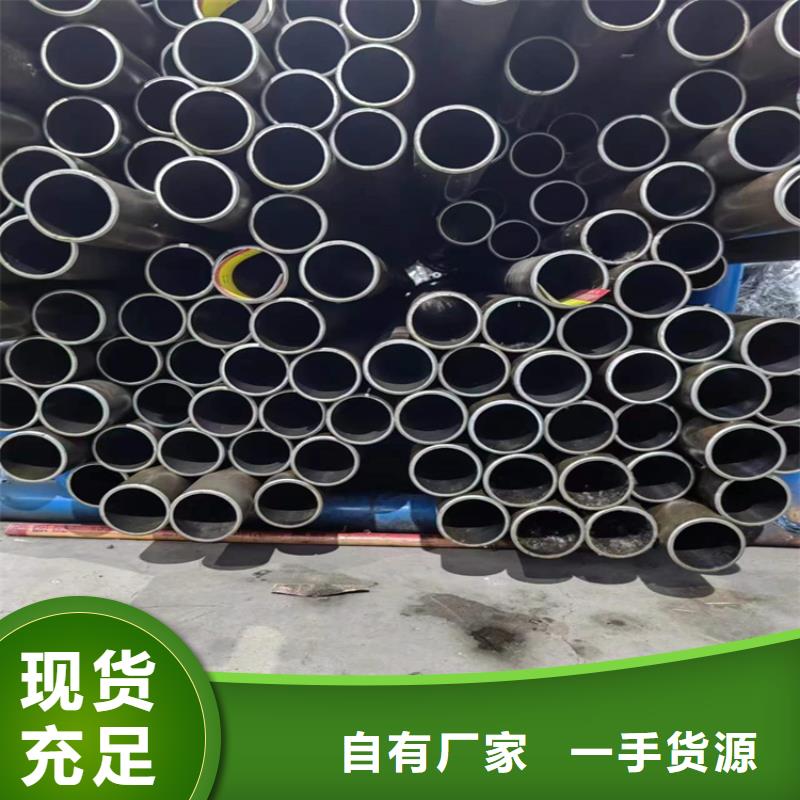
液压钢管基本上分为液压系统上用的流体管和油钢筒管,也称为珩磨管,而冷拔或冷轧精密无缝钢管也包含液压钢管。滚压管

