




<青岛>建贸机械设备有限公司
青岛采购数控钢筋剪切生产线实体大厂
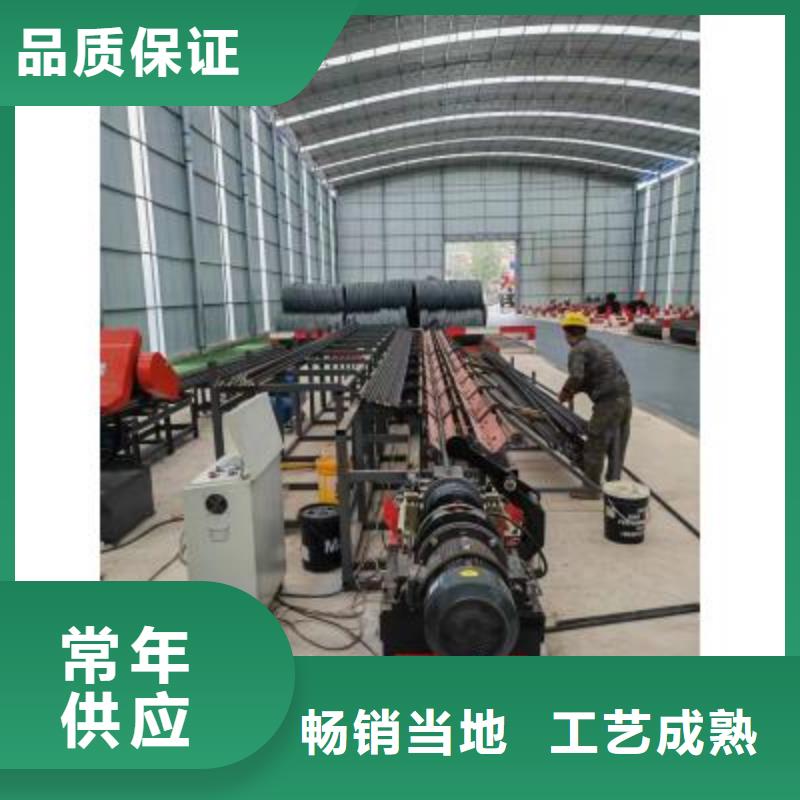
青岛数控钢筋剪切生产线设计特点说明:1.各部位采用了可调地脚板设计,可适应不同高度地面,单独调整。2.送料电机采用变频启动,降低了电机启动时的震动;在钢筋对齐时逐渐降低速度,减小钢筋与挡板的冲击力,可更有效的对齐。3、采用液压缸驱动剪切,特点:同等剪切力下,重量轻,体积小;依靠油液的连续流动进行传动。油液有吸振能力,在油路中设置液压缓冲装置,故不像机械机构因加工和装配误差会引起振动撞击,使传动十分平稳,便于实现频繁的换向。4、采用液压缸压紧钢筋,并带有导向柱,压紧力大,平整,保证剪切钢筋时的稳定性。5液压剪刀小角度设计,降低了机架剪切时承受的侧向力,提高了使用寿命;剪刀固定架,刚性足,整体性好;导向采用柔性材料,并设有调节结构,可有效防止存在阻碍点时对剪刀固定架的冲击。6.液压剪前设置了剪体辊道,靠近剪刀的一端配有两个气缸,控制辊道升降,剪切钢筋时,可与液压缸剪切同步运动,保证了钢筋送料端在剪切时不会变形。
 青岛采购数控钢筋剪切生产线实体大厂
青岛采购数控钢筋剪切生产线实体大厂
青岛采购数控钢筋剪切生产线实体大厂
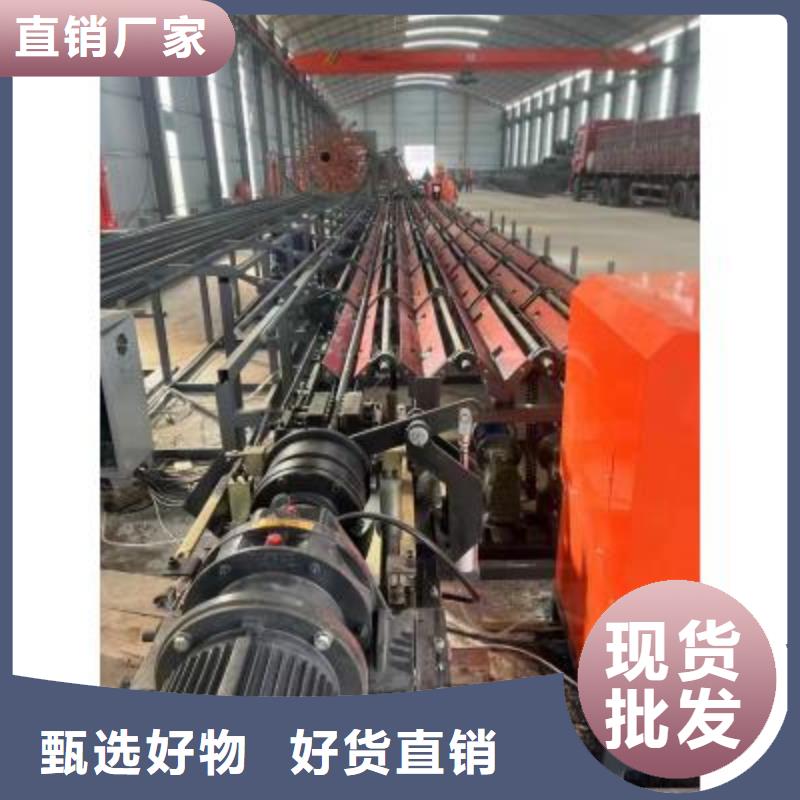
青岛数控液压钢筋剪切生产线:可广泛用于建筑、高速公路、高铁、隧道、水利、发电厂、核电站等行业,适用于多种规格不同长度的钢筋连续切断工作,对于规格多,批量多的钢筋进行剪切及分类。数控钢筋剪切生产线可剪切1、2、3、4级别等高强带肋钢筋,集直条钢筋的集中剪切、输送及存储于一体。适用于多项目钢筋的剪切,可提高材料利用率;多达6级备料站,可存放大量料材;双向收料机构,成品存放量提高一倍。青岛锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.

青岛采购数控钢筋剪切生产线实体大厂
青岛数控钢筋套丝打磨生产线。1、采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3、 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。 4、锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。锯切套丝设备。1、采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3、 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。 4、锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。

青岛采购数控钢筋剪切生产线实体大厂
青岛数控钢筋锯切镦粗套丝打磨生产线可以对圆钢、螺纹钢按客户需求快速准确的定尺、锯断、套丝、打磨并分级存储,然后分类送往各个弯曲机、焊笼机等后续加工场地。该数控钢筋锯切、套丝、打磨生产线是集自动送料、定尺、镦粗、套丝、打磨、自动收料、寻找仓位、分级储料为一体的高度自动化钢筋加工设备,锯切套丝生产线原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。
