




想要更直观地了解【H型钢精品优选】产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【H型钢精品优选】的图文介绍
国耀宏业钢铁有限公司主要从事 浙江衢州槽钢等相关业务。本公司拥有严密的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系,以保证产品结构合理、性能可靠。 生产厂家电话。


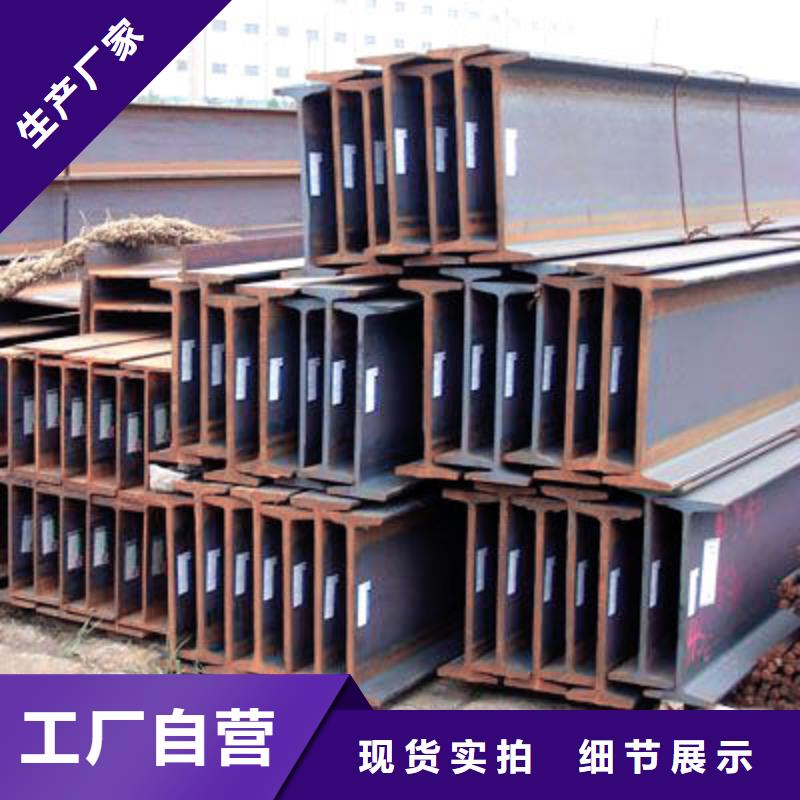
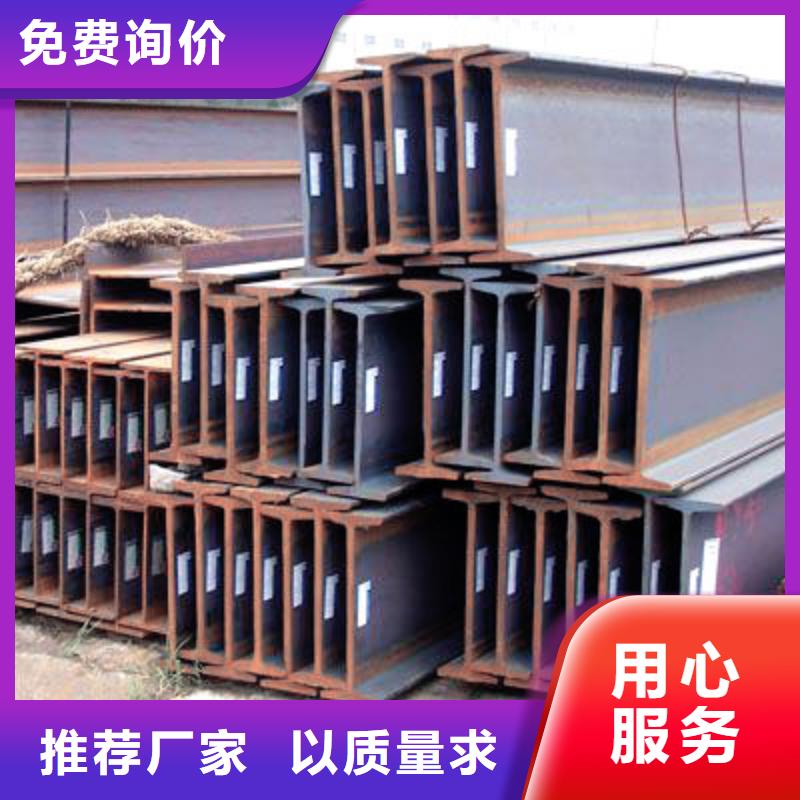
H型钢特点:以热轧h型钢为主的钢结构,其结构科学合理,h型钢,塑性和柔韧性好,结构稳定性高,h型钢厂家,适用于承受振动和冲击载荷大的建筑结构,抗自然灾害能力强,特别适用于一些多地震发生带的建筑结构。据统计,以h型钢为主的钢结构建筑受害程度 占地面积小,且适合于全天候施工,受气候条件影响小。用热轧h型钢制作的钢结构的施工速度约为混凝土结构施工速度的2-3倍,资金周转率成倍提高,降低财务费用,从而节省投资。
高频焊接H型钢力学性能好,抗弯能力强,在承受相同载荷情况下比普通工字钢节约金属10%—15%,建筑上可使结构重量减轻30%—40%,在桥梁上可减轻15%—20%。与热轧H型钢相比,壁轻薄均匀,截面特性更好,优于传统钢型;尺寸精度高、可按要求定制;生产规格更灵活、更齐全,满足用户需求;交货周期短,安装施工方便。效益分析:利用高频焊接轻型H型钢材料发展轻钢结构建筑:1、缩短施工工期30-50%,可加速资金周转,节约利息;2、增加室内使用面积5%以上,减少了空间损失,比常规建筑降低综合成本约20%;3、由于结构重量轻,建筑物的基础造价大大降低;4、制作安装方便,可实现工厂化制作;5、节约用钢量,与热轧型钢相比,节约用钢量10-30%。社会效益十分显著。用途:火车站雨棚、钢结构厂房、公共建筑、钢结构住宅、机场展馆、轻轨地铁护栏、工业设备支架、温室及养殖场、畜牧场、膜结构及网架结构建筑工程
H型钢分为:宽翼缘H型钢(HW),中翼缘H型钢(HM),窄翼缘H型钢(HN),薄壁H型钢(HT),H型钢桩(HU)。H型钢按生产工艺分为焊接H型钢和热轧H型钢。热轧H型钢是指以连铸坯、热轧坯为原料,经加热和轧制机,生产出的断面带钢。焊接H型钢因采用焊接工艺制作截面为H形得名,分为埋弧焊H型钢,高频焊接H型钢。埋弧焊H型钢采用工艺:钢板--自动分条--组立--自动埋弧焊--探伤--翼缘矫正--腹板矫正--端面加工--喷砂除锈--喷漆。高频焊接H型钢,靠高频电流使金属局部自身熔化焊合,不用焊丝,焊剂。可高速连续生产,产量高,易实现机械化,自动化。
高频焊接H型钢力学性能好,抗弯能力强,在承受相同载荷情况下比普通工字钢节约金属10%—15%,建筑上可使结构重量减轻30%—40%,在桥梁上可减轻15%—20%。与热轧H型钢相比,壁轻薄均匀,截面特性更好,优于传统钢型;尺寸精度高、可按要求定制;生产规格更灵活、更齐全,满足用户需求;交货周期短,安装施工方便。效益分析:利用高频焊接轻型H型钢材料发展轻钢结构建筑:1、缩短施工工期30-50%,可加速资金周转,节约利息;2、增加室内使用面积5%以上,减少了空间损失,比常规建筑降低综合成本约20%;3、由于结构重量轻,建筑物的基础造价大大降低;4、制作安装方便,可实现工厂化制作;5、节约用钢量,与热轧型钢相比,节约用钢量10-30%。社会效益十分显著。用途:火车站雨棚、钢结构厂房、公共建筑、钢结构住宅、机场展馆、轻轨地铁护栏、工业设备支架、温室及养殖场、畜牧场、膜结构及网架结构建筑工程
H型钢分为:宽翼缘H型钢(HW),中翼缘H型钢(HM),窄翼缘H型钢(HN),薄壁H型钢(HT),H型钢桩(HU)。H型钢按生产工艺分为焊接H型钢和热轧H型钢。热轧H型钢是指以连铸坯、热轧坯为原料,经加热和轧制机,生产出的断面带钢。焊接H型钢因采用焊接工艺制作截面为H形得名,分为埋弧焊H型钢,高频焊接H型钢。埋弧焊H型钢采用工艺:钢板--自动分条--组立--自动埋弧焊--探伤--翼缘矫正--腹板矫正--端面加工--喷砂除锈--喷漆。高频焊接H型钢,靠高频电流使金属局部自身熔化焊合,不用焊丝,焊剂。可高速连续生产,产量高,易实现机械化,自动化。



工字钢与H型钢有什么区别钢铁工业面临的严峻形势与新变化H型钢反调查初裁结果10月我国钢材出口再破800万吨是一家专业致力于工字钢,角钢,槽钢H型钢、生产、销售、与一体的综合性企业为了确保工厂的成功,必须在任何项目开始时作出正确的决定。
因此,我们从一开始就根据客户的个性化需要情况进行分析和论证,为一个、经济实用的镀锌生产线做好充足的准备。我们可以提供工厂设计、物流计划、布局规划以及镀锌厂的所有相关设备,当然,有些设备用户可以根据自己的情况自己采购,即使这样,我们仍然可以提供相关的技术参数和服务。
预处理预处理是热浸镀锌的关键工艺过程,它对镀锌产品质量有着关键性的影响,前处理加热包括:脱脂、除锈、水洗、助镀、烘干过程等。脱脂槽、酸洗槽、水洗槽、助镀槽目前国内热浸镀锌行业,混凝土贴花岗岩酸洗槽使用较为广泛。
随着欧美先进热镀锌技术的传入,在一些自动热镀锌生产线上,PP(聚丙烯)/PE(聚乙烯)酸洗槽也被越来越多的采用。视工件表面油污严重程度不同,有些工艺中取消了脱脂。脱脂槽、水洗槽和助镀槽一般采用混凝土结构,也有采用与酸洗槽相同材质制造。
预处理加热利用烟道废气余热对所有前处理槽进行加热,包括脱脂、酸洗和助镀。余热系统包括:1)在烟道安装组合式换热器;2)每个池子两端安装PFA换热器各1套;3)软水系统;4)控制系统。前处理加热包含三部分:①烟气换热器根据被加热的总量,设计制造组合式烟道换热器,使热量能够满足加热的要求,如果仅仅用烟道余热仍不能满足前处理加热热量的需求,可以增加一套热风炉来保证烟气量。
换热器采用耐热不锈钢或20#无缝钢管上加红外新型纳米高温节能防腐涂料,吸热能为普通余热换热器所吸热量的140%。目前不少厂家酸洗槽不加热,仅采用烟气余热对助镀槽底部或外壁进行加热。②PFA换热器 耐酸耐碱; 适用温度-150~+280°C; 很小的维护量; 使用寿命长。
③烘干炉当表面未干的制件侵入锌浴时,会引起锌液爆炸飞溅。因此,在助镀后,对制件还应采取烘干工序。烘干温度通常不宜超过100°C,不宜低于80°C,否则制件只能较长时间地放于烘干坑中,这样容易造成制件表面助镀剂盐膜中的氯化锌吸潮。
烘干坑的形式一般有简易的烘干台或烘干坑、带密封滑盖的烘干炉等形式,主要是根据用户的要求进行设计,不同的形式效果不同。1. 炉型和特点镀锌炉是热浸镀锌线的关键设备,通过对镀锌工艺及控制技术的深入研究,兴达奇针对锌锅加热炉的炉型结构、燃烧系统和控制模式提出了完整的解决方案。
具有如下特点: 可采用平焰烧嘴或高速烧嘴 炉体钢构可以采用“I”型或“U”型结构 全纤维炉衬炉顶,保温隔热性能优越 模块化炉顶,可拆卸式设计,便于安装和维护 优化的火道设计,提高了高温烟气在炉膛的幅射传导 优化。
目的是为了确保炉墙的保温性能。 纤维折叠块安装的高度应该考虑漏锌对炉墙耐火材料产生损坏的影响,尽量避免更换下部纤维折叠块,因为局部更换折叠块很容易造成保温效果破坏。 考虑炉底对锌锅的承重,混凝土基础的保温,漏锌通道的设置以及烟道的布置,炉底一般采用黏土砖和保温砖砌筑而成,也可以采用浇注料。
3.燃烧系统燃烧系统由烧嘴、烧嘴前天然气管路设备、烧嘴前空气管路设备、天燃气总管设备、空气总管设备,烧嘴控制单元组成。.自动化系统主要由上位机(HMI)、PLC、现场仪表等组成。其中自动化系统PLC主要完成通讯、数据的采集、重要的逻辑控制等。
因此,我们从一开始就根据客户的个性化需要情况进行分析和论证,为一个、经济实用的镀锌生产线做好充足的准备。我们可以提供工厂设计、物流计划、布局规划以及镀锌厂的所有相关设备,当然,有些设备用户可以根据自己的情况自己采购,即使这样,我们仍然可以提供相关的技术参数和服务。
预处理预处理是热浸镀锌的关键工艺过程,它对镀锌产品质量有着关键性的影响,前处理加热包括:脱脂、除锈、水洗、助镀、烘干过程等。脱脂槽、酸洗槽、水洗槽、助镀槽目前国内热浸镀锌行业,混凝土贴花岗岩酸洗槽使用较为广泛。
随着欧美先进热镀锌技术的传入,在一些自动热镀锌生产线上,PP(聚丙烯)/PE(聚乙烯)酸洗槽也被越来越多的采用。视工件表面油污严重程度不同,有些工艺中取消了脱脂。脱脂槽、水洗槽和助镀槽一般采用混凝土结构,也有采用与酸洗槽相同材质制造。
预处理加热利用烟道废气余热对所有前处理槽进行加热,包括脱脂、酸洗和助镀。余热系统包括:1)在烟道安装组合式换热器;2)每个池子两端安装PFA换热器各1套;3)软水系统;4)控制系统。前处理加热包含三部分:①烟气换热器根据被加热的总量,设计制造组合式烟道换热器,使热量能够满足加热的要求,如果仅仅用烟道余热仍不能满足前处理加热热量的需求,可以增加一套热风炉来保证烟气量。
换热器采用耐热不锈钢或20#无缝钢管上加红外新型纳米高温节能防腐涂料,吸热能为普通余热换热器所吸热量的140%。目前不少厂家酸洗槽不加热,仅采用烟气余热对助镀槽底部或外壁进行加热。②PFA换热器 耐酸耐碱; 适用温度-150~+280°C; 很小的维护量; 使用寿命长。
③烘干炉当表面未干的制件侵入锌浴时,会引起锌液爆炸飞溅。因此,在助镀后,对制件还应采取烘干工序。烘干温度通常不宜超过100°C,不宜低于80°C,否则制件只能较长时间地放于烘干坑中,这样容易造成制件表面助镀剂盐膜中的氯化锌吸潮。
烘干坑的形式一般有简易的烘干台或烘干坑、带密封滑盖的烘干炉等形式,主要是根据用户的要求进行设计,不同的形式效果不同。1. 炉型和特点镀锌炉是热浸镀锌线的关键设备,通过对镀锌工艺及控制技术的深入研究,兴达奇针对锌锅加热炉的炉型结构、燃烧系统和控制模式提出了完整的解决方案。
具有如下特点: 可采用平焰烧嘴或高速烧嘴 炉体钢构可以采用“I”型或“U”型结构 全纤维炉衬炉顶,保温隔热性能优越 模块化炉顶,可拆卸式设计,便于安装和维护 优化的火道设计,提高了高温烟气在炉膛的幅射传导 优化。
目的是为了确保炉墙的保温性能。 纤维折叠块安装的高度应该考虑漏锌对炉墙耐火材料产生损坏的影响,尽量避免更换下部纤维折叠块,因为局部更换折叠块很容易造成保温效果破坏。 考虑炉底对锌锅的承重,混凝土基础的保温,漏锌通道的设置以及烟道的布置,炉底一般采用黏土砖和保温砖砌筑而成,也可以采用浇注料。
3.燃烧系统燃烧系统由烧嘴、烧嘴前天然气管路设备、烧嘴前空气管路设备、天燃气总管设备、空气总管设备,烧嘴控制单元组成。.自动化系统主要由上位机(HMI)、PLC、现场仪表等组成。其中自动化系统PLC主要完成通讯、数据的采集、重要的逻辑控制等。


H型钢商家的库存竟然还在,十分的不正常,说明失望的情绪还在继续蔓延,受到资金紧张和对后期信心严重偏低影响,商家仍在积极清库存,不敢有过份的补货行情;失望、谨慎、无奈等负面情绪在钢材市场上空流淌。 整体库存压力不大,但部分厂家随原料走弱,售价走低,临沂个别铁厂则因为库存低位,报价试探性上调。面对宏观经济下行压力大、需求可能进一步下降,出口面临更多阻碍的背景下,预计明年国内钢铁市场价格整体还将低于H型钢,运行中存在阶段性触底反弹变化。 随着近几年H型钢商家的库存竟然还在,十分的不正常,说明失望的情绪还在继续蔓延,受到资金紧张和对后期信心严重偏低影响,商家仍在积极清库存,不敢有过份的补货行情;失望、谨慎、无奈等负面情绪在钢材市场上空流淌。 随着近几年的资本大量铁矿石开采领域,全球铁矿石产量快速;已经从原来的供不应求快速过渡到供求严重过剩;加上包括在内的全球性钢铁需求增速回落,铁矿石等钢铁炉料的消费能力转弱,市场由卖方市场向买方市场转变,矿价进入回调修正阶段,也进入了为维持盈利而逆市增产阶段。



焊接H型钢,因采用焊接工艺制作截面为H形得名,分为埋弧焊H型钢,高频焊H型钢。埋弧焊H型钢采用工艺:钢板--自动分条--组立--自动埋弧焊--探伤--翼缘矫正--腹板矫正--端面加工--喷砂除锈--喷漆。全自动埋弧焊生产线自下料、组立、焊接全部由微机控制,保证生产的H型钢尺寸精度,焊缝质量均达到 标准 。
焊接H型钢可以随工程任意加工、设计及组合,并可制造特殊规格,配合特殊工程之实际需要。
H型钢规格系经过经济化的设计,其断面力矩、断面系数、耐压力、承荷重,远高于同单位重量之热压延型钢。
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上 的H型钢腹板高度1200mm,翼缘宽度为530mm。

