
想一睹精密钢管精密管精工制作产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:精密钢管精密管精工制作的图文介绍

将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1 μ m 。在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何精确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于电解抛光、流体抛光等方法很难精确控制零件的几何精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。


一、预热预热有利于减低中碳钢热影响区的 硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。二、焊条条件许可时优先选用碱性焊条。三、坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。四、焊接工艺参数由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。五、焊后热处理焊后 对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。 若焊后不能进行消除应力热处理,应立即进行后热处理。中国无缝钢管交易网小编讯:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。



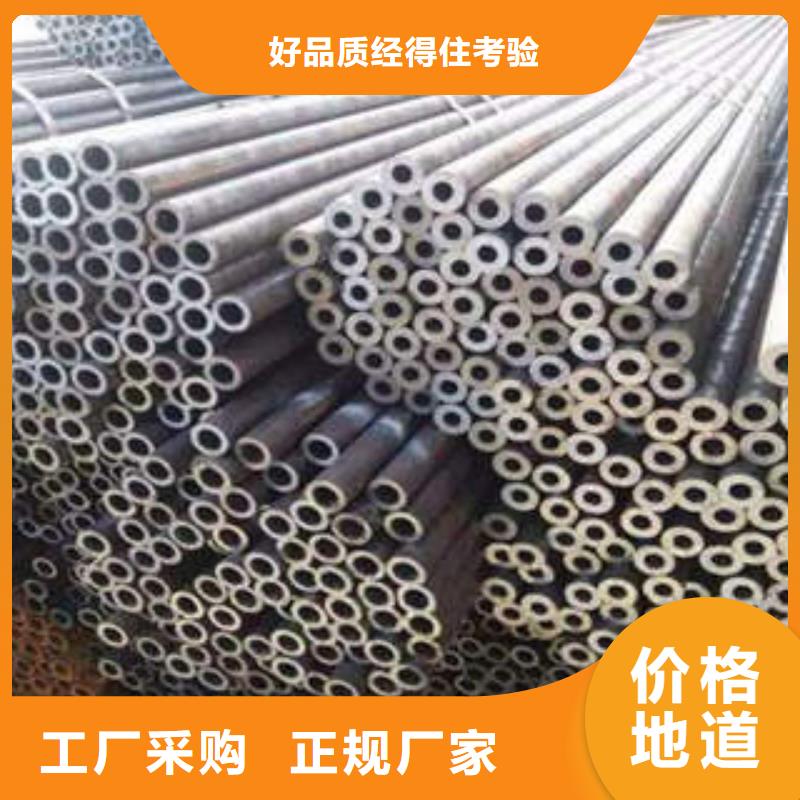
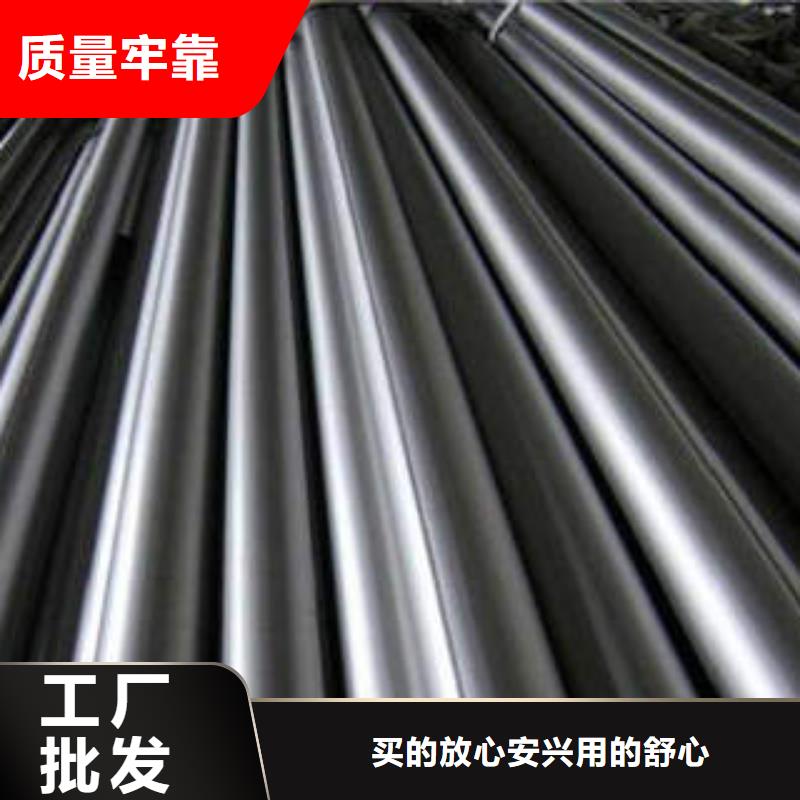
“造优质 20#精密钢管,创国际名牌”是宣城通圆钢管制造有限公司的坚定信念和永恒追求,向用户提供优质的 20#精密钢管产品和完善的服务是我们对用户的承诺。 我们将继续以高品质,高标准和合理的价格及良好的服务来回报广大用户对我们的支持,欢迎国内外客户的光临惠顾,我们将竭诚为您服务!