






一切准备工作无误后,启动电机,将油压调至10Mpa,试运行三分钟左右,如果运转正常,准备正式工作。
小导管搬运须轻拿轻放,切不可随意敲击小导管。在搬运过程中,要防止其发生变形,如若发生变形须重新进行加工。小导管端头尖锐锋利,在搬运过程中应注意人身。
小导管箭头机售后流程介绍
1、冷弯机出厂保修期12个月(不包括易损件)免费提供损伤配件或整机更换。
2、冷弯机操作免费技术培训,达到熟练操作水平。
3、我们销售的主要是工程机械产品,结构大部分都比较简单,维护也非常的方便,不会因为一些小部件的损坏,导致整机无法正常运行。我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时效)
须知事项2:所弯曲的半径:要弄清楚所弯曲的半径是否符合钢材的冷弯系数。每种钢材都有自己的冷弯系数,如果超出了它的冷弯系数,钢材就会变形,钢材内部组织结构也会改变,随之钢材的质量也降低了。
冷弯机的维护与保养:
1、新机运行50小时后,检查并禁锢各螺栓,有无松动;
2、新机运行100小时后(大约15天)更换液压油;
3、新机运行200小时后更换减速机油;
4、每年更换一次液压油,减速机油;
5、每班给压力轴加注黄油
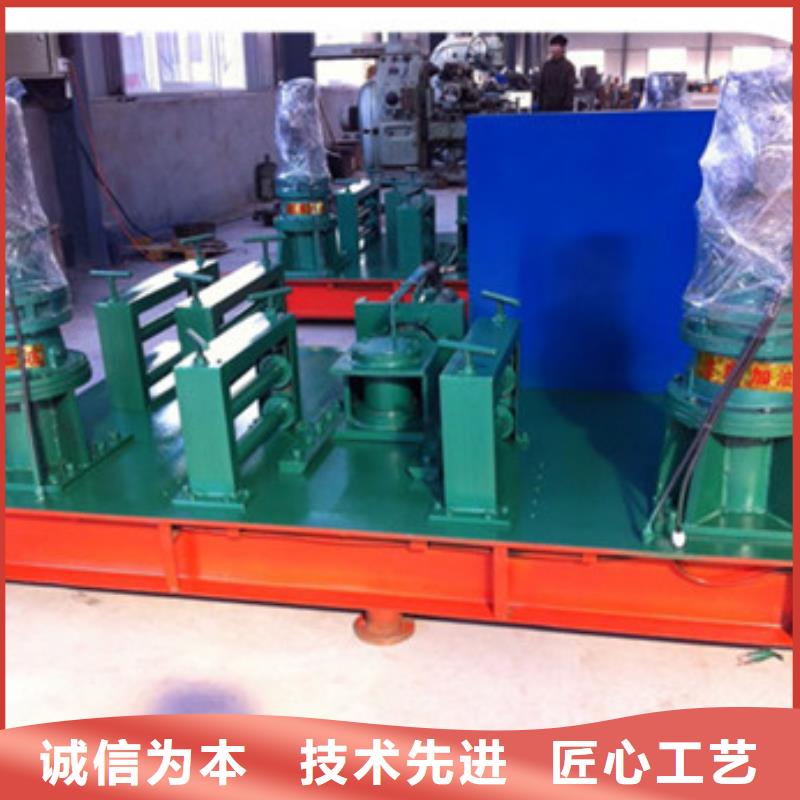
弯拱机是一种将各种型材弯曲成不同弧度半径的机械加工设备。我公司生产的WGJ系列弯拱机主要用于涵隧道钢拱架的弯曲加工,该系列弯拱机通过新近研发改进,具有操作简单,加工效率高,控制灵敏,造型视觉良好等优点。广泛应用于隧道施工,采矿巷道施工,景观钢结构造型施工的各种拱架、模型的制作施工。
WGJ-250
WGJ----代表弯拱机
250-----表示 弯曲工件的尺寸(如 弯250工字钢)

模具的外形尺寸必须一致这也是提高模具造价的原因,这就提高了产品的成本,(2)单丝机器使用的就是普通模具造价只有双丝模具的五分之一左右,因为能做相应的调整所以对外形尺寸无要求,4:(1)对孔径和丝径,幅宽范围的局限也是双丝机器的又一大弊端。
渗透注浆法在粘土层中宜采用劈裂或电动硅化注浆法在淤泥质软土层中宜采用高压喷射注浆法,注浆材料应具备良好的可注性,固结后应有一定强度,抗渗,稳定,耐久和收缩小,浆液须无,注浆工艺应简单,方便,注浆材料的选用和配比的确定。阿拉善盟数控小导管尖头成型机/桥梁网片机
数控小导管冲孔机_小导管箭头机设备介绍:
小导管尖头机按站的冷却方式可分为两种: 1、自然冷却:靠油箱本身与空气热交换冷却,一般用于油箱容量小于250升的系统一思想。 2、强迫冷却:采取冷却器进行强制冷却,一般用于油箱容量大于250升的系统。 液压站以油箱的有效贮油量度及电机功率为主要技术参数。
本设备是用油为介质,必须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必须保持干净, 次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
经常检查设备需润滑处是否有堵塞现象。
每班工作结束后,请用收回油缸。
若长期不使用设备,则要在滑动处面上涂上防锈油。
设备主要技术参数
产品型号:WGJ-250 总功率:10Kw 电压:380V
液压系统压力:25Mpa 油缸推进速度:1-13mm/s
主驱动轮转速:7r/min 小弯曲直径:2M
重量:2000kg 外形尺寸(长*宽*高):2.5m*1.5m*1.2m
 jmc
jmc
2、时效性。相比传统的手动打孔机,液压小导管成型机在打孔速度上得到了很大的突破,输入产品编码或者参数后即可打孔。
3、功能性。打孔机较传统手动打孔机而言,其全自动化、扫描、自动产品检索等多种功能,让它取代传统手动打孔机成为可能。
在隧道开挖前,将小导管沿开挖轮廓线打入掘进前方稳定的岩层内,末端支承在隧道拱部的钢架上,并对小导管进行注浆,增加小导管的刚度和固结前方松散围岩,使其起到支护掘进进尺范围内拱部上方的围岩,有效地约束围岩在( )开挖后的一定时间内不发生松驰坍塌。
小导管箭头机技术参数
型号:JMDGJ-50 弯管能力mm:48/50*2
一次缩管能力mm:400 成形时间:7-30秒/次
模具开闭量:50mm 电动功率Kw:5.5kw
