






2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。



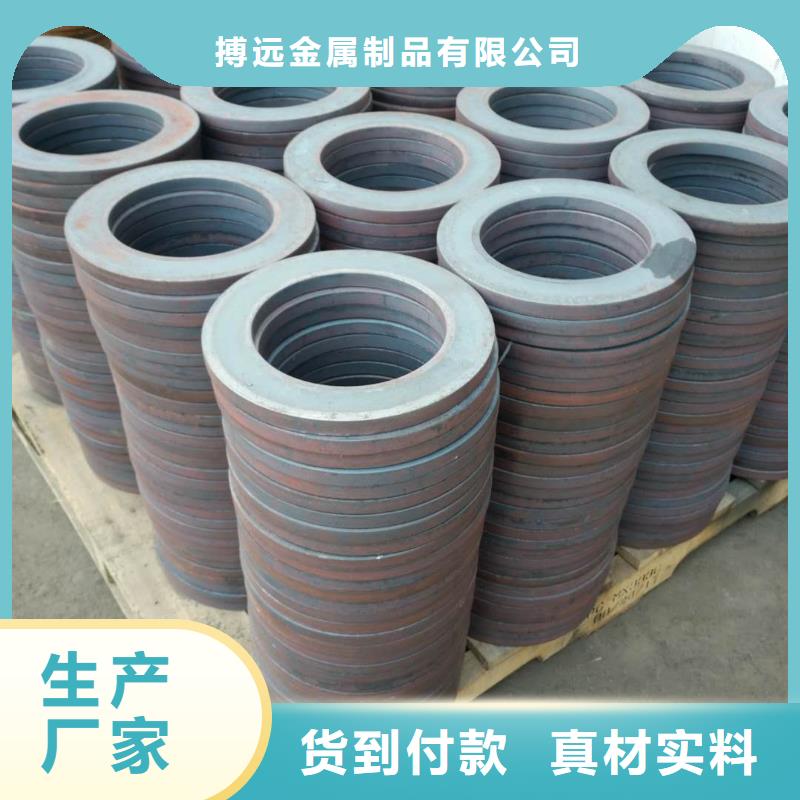
搏远金属制品有限公司拥有研发部、技术部、生产部、销售部,先进的 上海环形锻件生产设备,优化 上海环形锻件加工工艺,完善的管理流程,注重细节控制和出厂检验,为客户快速供货。企业管理和技术力量十分雄厚。 为了适应市场的发展,公司聘请了对 上海环形锻件有精深了解,是成熟设计和生产经验的技术人才,公司愿与各界朋友携手合作,共创美好未来!

.合金工具钢和高速工具钢
①合金工具钢钢号的平均碳含量≥1.0%时,不标出碳含量;当平均碳含量<1.0%时,以千分之几表示。例如Cr12、CrWMn、9SiCr、3Cr2W8V。
②钢中合金元素含量的表示方法,基本上与合金结构钢相同。但对铬含量较低的合金工具钢钢号,其铬含量以千分之几表示,并在表示含量的数字前加“0”,以便把它和一般元素含量按百分之几表示的方法区别开来。例如Cr06。
③高速工具钢的钢号一般不标出碳含量,只标出各种合金元素平均含量的百分之几。例如钨系高速钢的钢号表示为“W18Cr4V”。钢号冠以字母“C”者,表示其碳含量高于未冠“C”的通用钢号。
10.不锈钢和耐热钢
①钢号中碳含量以千分之几表示。例如“2Cr13”钢的平均碳含量为0.2%;若钢中含碳量≤0.03%或≤0.08%者,钢号前分别冠以“00”及“0”表示之,例如00Cr17Ni14Mo2、0Cr18 Ni9等。
②对钢中主要合金元素以百分之几表示,而钛、铌、锆、氮等则按上述合金结构钢对合金元素的表示方法标出。
11.焊条钢
它的钢号前冠以字母“H”,以区别于其他钢类。例如不锈钢焊丝为“H2Cr13”,可用于区别不锈钢“2Cr13”。
12.电工用硅钢
①钢号由字母和数字组成。钢号头部字母DR表示电工用热轧硅钢,DW表示电工用冷轧无取向硅钢,DQ表示电工用冷轧取向硅钢。
②字母之后的数字表示铁损值(W/kg)的100倍。
③钢号尾部加字母“G”者,表示在高频率下检验的;未加“G”者,表示在频率为50周波下检验的。例如钢号DW470表示电工用冷轧无取向硅钢产品在50赫频率时的单位重量铁损值为4.7W/kg。
13.电工用纯铁
①它的牌号由字母“DT”和数字组成,“DT”表示电工用纯铁,数字表示不同牌号的顺序号,例如DT3。
②在数字后面所加的字母表示电磁性能:A——高级、E——特级、C——超级,例如DT8A。
28
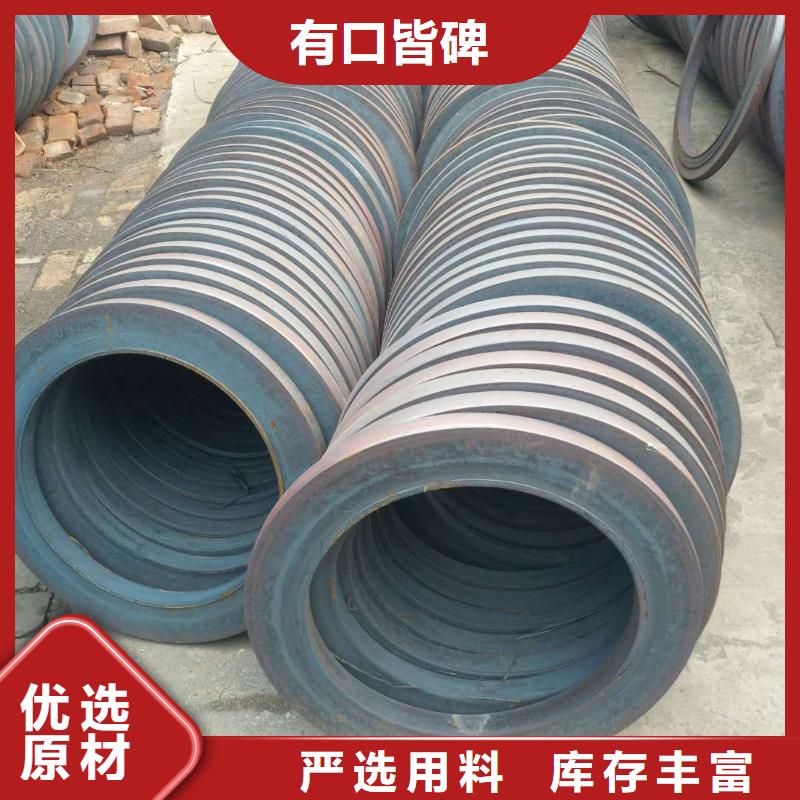
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
8


