
文字再美,也抵不过视频中的钢结构紫铜排好货有保障产品真实呈现,赶快点击观看吧!
以下是:钢结构紫铜排好货有保障的图文介绍
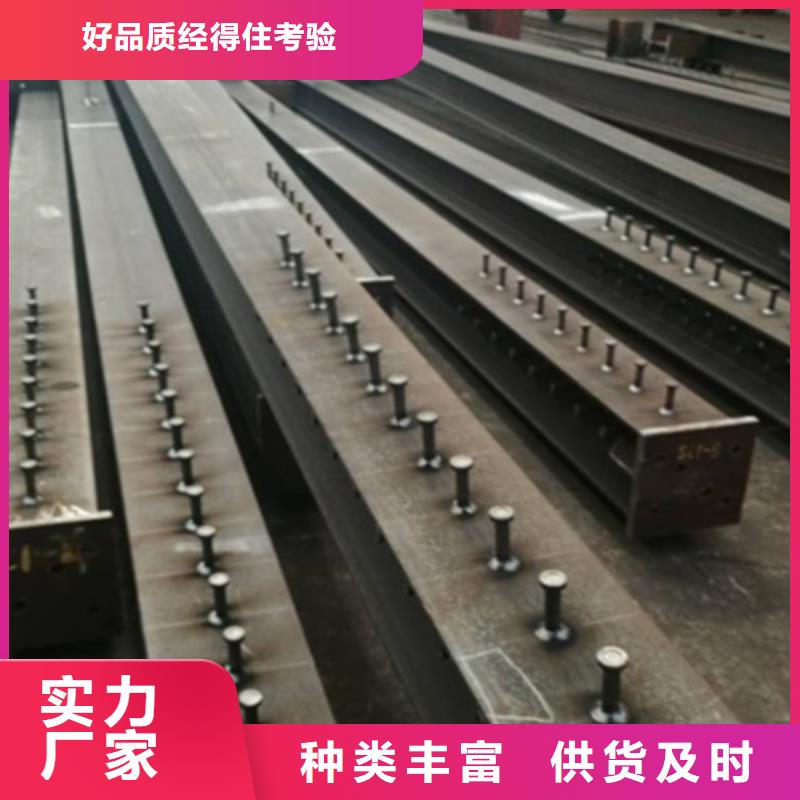
河南阔恒兴旺国际贸易有限公司主要致力于各种 地槽铜母线的研发、生产和销售。依托技术带先及创新能力,始终走在各类 地槽铜母线行业的前沿。


钢结构的加固技术措施主要有三种:
1) 截面补强法:在局部或沿构件全长以钢材补强,连成整体使之共同受力;
2) 改变计算简图:增设附加支承,调整荷载分布情况,降低内力水平,对超静定结构支座进行强迫位移,降低应力峰值;
3) 预应力拉索法:利用高强拉索加固结构薄弱环节或提高结构整体承载力、刚度和稳度。
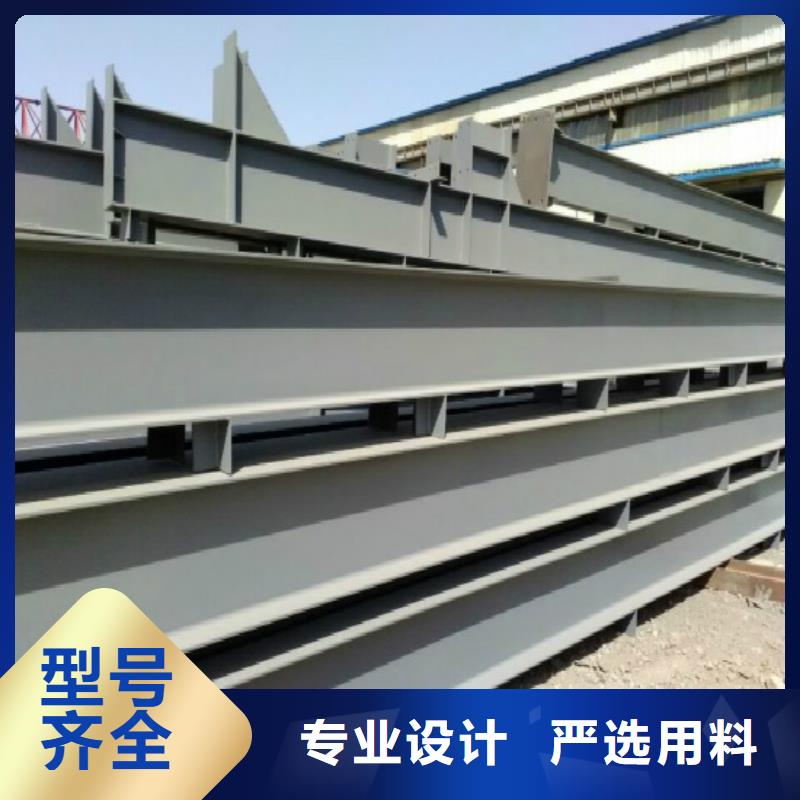
钢结构与其它建设相比,在使用中、设计、施工及综合经济方面都具有优势,造价低,可随时移动。
一、钢结构住宅比传统建筑能更好的满足建筑上大开间灵活分隔的要求,并可通过减少柱的截面面积和使用轻质墙板,提高面积使用率,户内有效使用面积提高约6%。
二、节能效果好,墙体采用轻型节能标准化的C型钢、方钢、夹芯板,保温性能好,抗震度好。节能50%,
三、将钢结构体系用于住宅建筑可充分发挥钢结构的延性好、塑性变形能力强,具有优良的抗震抗风性能,大大提高了住宅的安全可靠性。尤其在遭遇地震、台风灾害的情况下,钢结构能够避免建筑物的倒塌性破坏。
四、建筑总重轻,钢结构住宅体系自重轻,约为混凝土结构的一半,可以大大减少基础造价。
五、施工速度快,工期比传统住宅体系至少缩短三分之一,一栋1000平米只需20天、五个工人方可完工。
六、环保效果好。钢结构住宅施工时大大减少了砂、石、灰的用量,所用的材料主要是绿色,100%回收或降解的材料,在建筑物拆除时,大部分材料可以再用或降解,不会造成垃圾。



四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
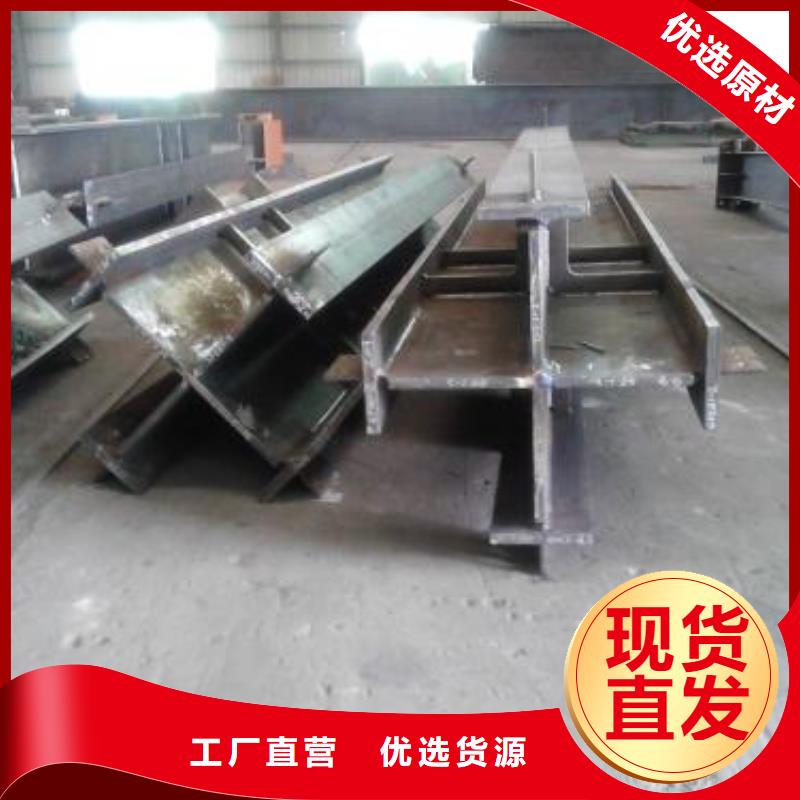
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
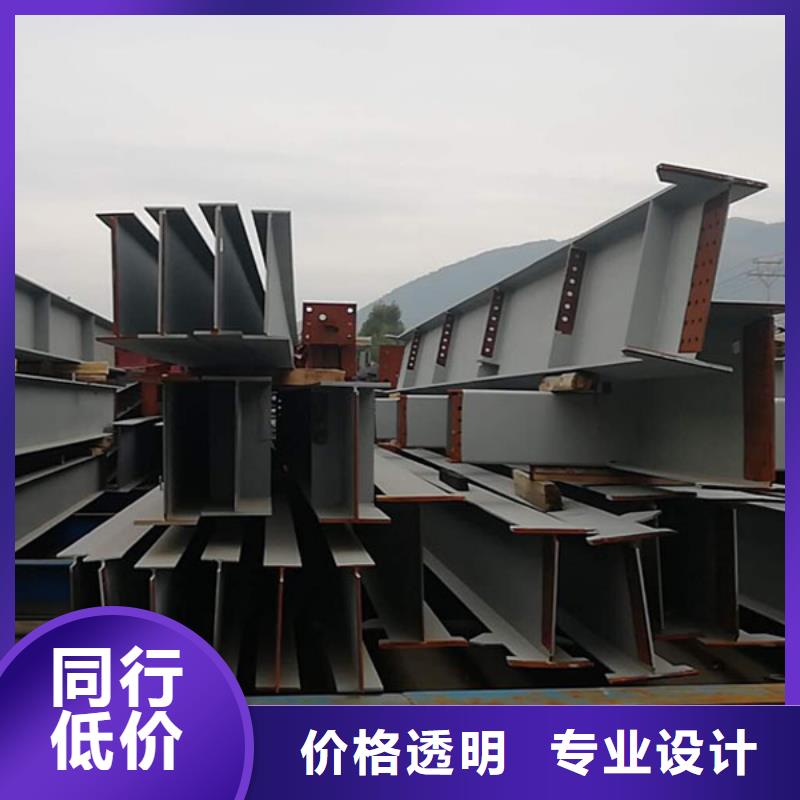
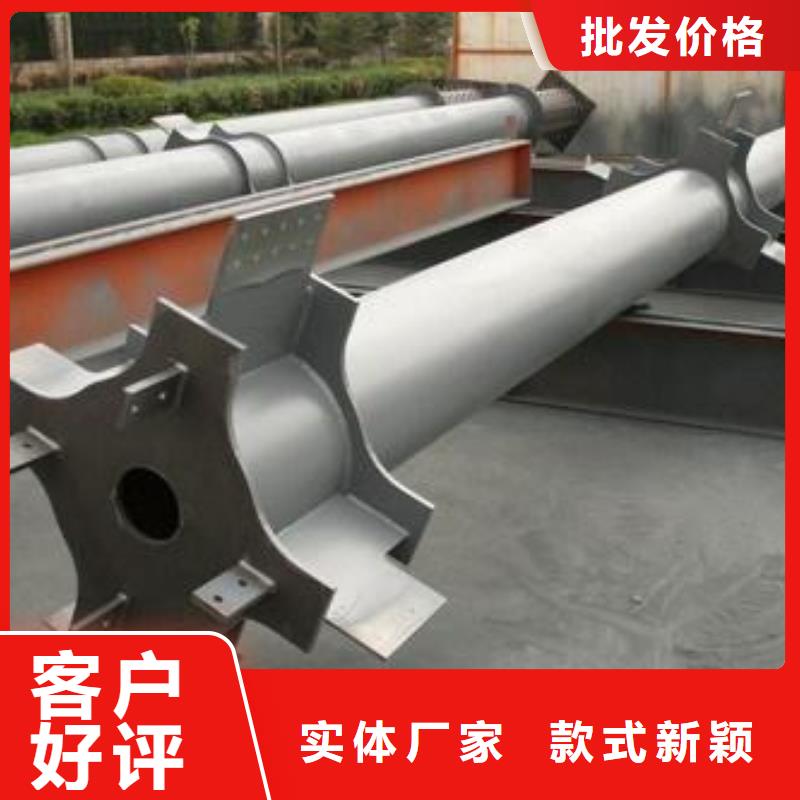
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



