






模具的外形尺寸必须一致这也是提高模具造价的原因,这就提高了产品的成本,(2)单丝机器使用的就是普通模具造价只有双丝模具的五分之一左右,因为能做相应的调整所以对外形尺寸无要求,4:(1)对孔径和丝径,幅宽范围的局限也是双丝机器的又一大弊端。
渗透注浆法在粘土层中宜采用劈裂或电动硅化注浆法在淤泥质软土层中宜采用高压喷射注浆法,注浆材料应具备良好的可注性,固结后应有一定强度,抗渗,稳定,耐久和收缩小,浆液须无,注浆工艺应简单,方便,注浆材料的选用和配比的确定。阿拉善盟数控小导管尖头成型机/桥梁网片机
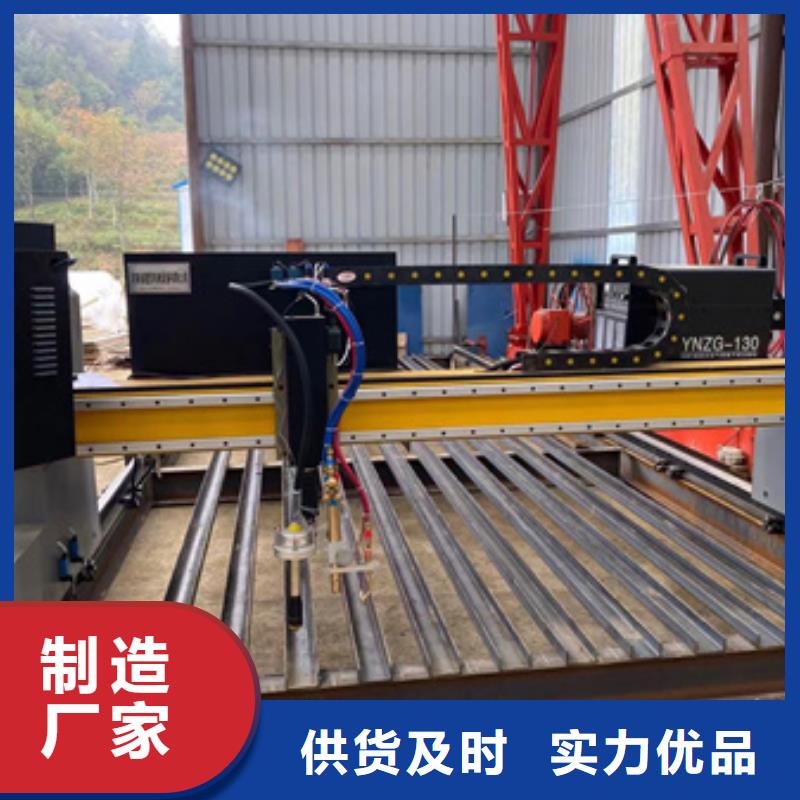
数控小导管冲孔机_小导管箭头机设备介绍:
小导管尖头机按站的冷却方式可分为两种: 1、自然冷却:靠油箱本身与空气热交换冷却,一般用于油箱容量小于250升的系统一思想。 2、强迫冷却:采取冷却器进行强制冷却,一般用于油箱容量大于250升的系统。 液压站以油箱的有效贮油量度及电机功率为主要技术参数。
电源电路和电压一但电路出现异常会对冲孔机设备造成不同程度的损害。液压小导管成型机具有可同时弯管、冲孔的功能,免于二次加工,一次成型,操作方便,效率高,同时液压小导管成型机可以通过更换夹具,快速切换成双层模三维数控弯管机。
人们关于液压小导管成型机也就愈发重视,专业的液压小导管成型机不只具备着普通激光冲孔所不具有的独特优势,其使用寿命也优于基本数控冲孔机,这都要得益于工作人员对其的用心保养,那么究竟保养液压小导管成型机的措施都有哪些?保养液压小导管成型机的3大措施。液压小导管成型机送料机构包括旋转电机及穿过旋转电机电机轴的弯管芯,弯管芯的尾端与尾座固连,弯管芯的头部延伸至 移动部件处,弯管芯的头部内安装有冲孔组件,
 东营全自动工字钢弯拱机品质保证
<东营>建贸机械设备有限公司
东营全自动工字钢弯拱机品质保证
<东营>建贸机械设备有限公司
须知事项2:所弯曲的半径:要弄清楚所弯曲的半径是否符合钢材的冷弯系数。每种钢材都有自己的冷弯系数,如果超出了它的冷弯系数,钢材就会变形,钢材内部组织结构也会改变,随之钢材的质量也降低了。
冷弯机的维护与保养:
1、新机运行50小时后,检查并禁锢各螺栓,有无松动;
2、新机运行100小时后(大约15天)更换液压油;
3、新机运行200小时后更换减速机油;
4、每年更换一次液压油,减速机油;
5、每班给压力轴加注黄油
弯拱机是一种将各种型材弯曲成不同弧度半径的机械加工设备。我公司生产的WGJ系列弯拱机主要用于涵隧道钢拱架的弯曲加工,该系列弯拱机通过新近研发改进,具有操作简单,加工效率高,控制灵敏,造型视觉良好等优点。广泛应用于隧道施工,采矿巷道施工,景观钢结构造型施工的各种拱架、模型的制作施工。
WGJ-250
WGJ----代表弯拱机
250-----表示 弯曲工件的尺寸(如 弯250工字钢)
 jmc
75837
jmc
75837
WGJ系列冷弯机是我厂自主研制的一种多功能型钢冷弯设备,国内首创。主要用于C型钢、工字钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压操纵系统准确,所弯型钢一次自动成型,效率高、操作方便。
控制方面:数控弯拱机有PLC程序控制器控制,全液压系统自动读数器可手动控制也可数控控制。
操作方面:无限进料,可进可退,油缸进度尺寸自动无需人工测量,弯曲尺寸自动读数应用范围:
工字钢冷弯机广泛应用于水电站,隧道,地铁,地下洞室建设中,成为工字钢,槽钢弯曲不可或缺的设备。面向全国范围供应工字钢冷弯机u型钢冷弯机h型钢冷弯机,槽钢冷弯机,液压自动式,机械手动式齐全,支持需求定制。
6、先启动水泵,确保水循环正常,即电控箱上的缺水指示灯不亮。
7、旋转功率调节按钮,调节输入电流大小。
8、打开定时器,调节加热的时间,一般电流越大,加热所需的时间越短。(加热时间一般在4秒左右)
9、启动油泵,确保油泵油路正常循环。
10、水路及油路都正常循环后,再启动主机进行操作。
故焊网机变压器二次电压不高,固定式焊网机通常在10V以内,悬挂式焊机因焊接回路长,范围宽,二次电压达24V左右,由于电阻焊接要求焊接电流大,电压低,电阻焊用变压器二次绕组仅采用一匝(悬挂式或长臂焊机采用两匝)。 C,检验铜软联以及电极臂其以及电极头碰触的地方氧化情况严不严重使得碰触的电阻加强发热严重,D,查看电极头的截面是不是因为摩擦太多使得其过载出现了发热,
