





鑫海达不锈钢复合管生产制造厂家有限公司是 内蒙古呼和浩特304不锈钢复合管等产品专业生产加工的公司,拥有完整、科学的质量管理体系。鑫海达不锈钢复合管生产制造厂家有限公司的诚信、实力和产品质量获得业界的认可。 欢迎各界朋友莅临参观、指导和业务洽谈。


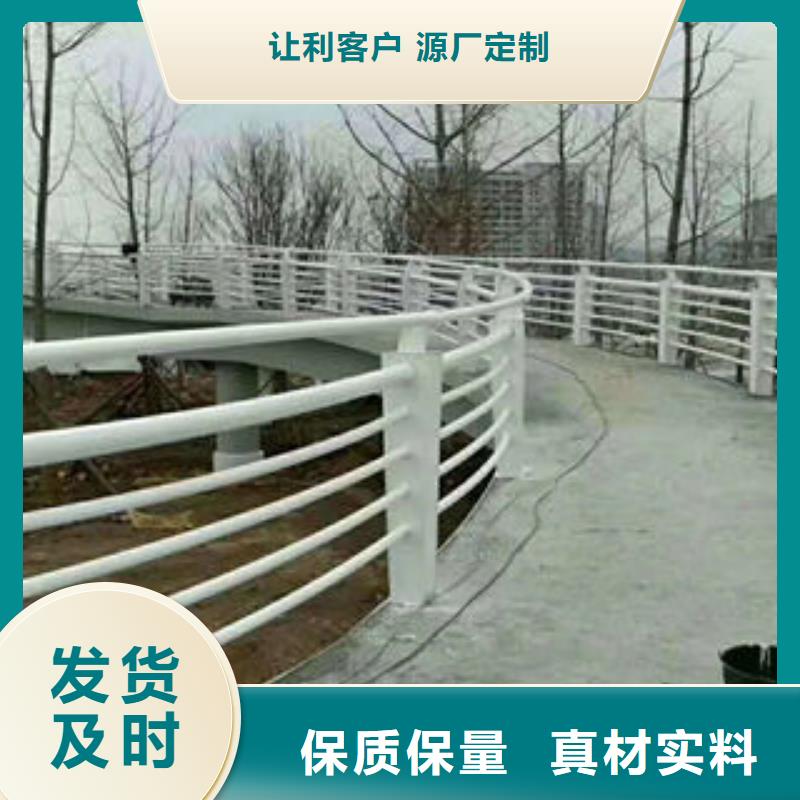
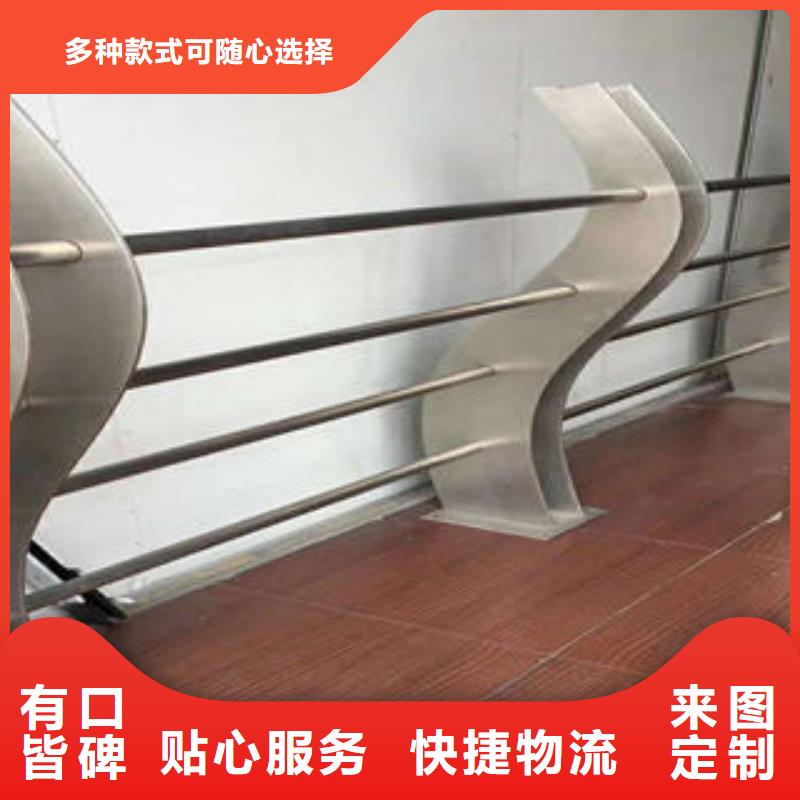
不锈钢钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种201,301,304等,市场上一般为301材质,304的效果好。 公司专业生产各种规格、材质的护栏立柱,河道护栏,桥梁护栏,楼梯扶手以及各种金属景观护栏的设计、生产、加工、制作,及相关护栏/栏杆工程材料(不锈钢复合管等)的生产销售,我公司生产的碳素不锈钢复合管、不锈钢碳素钢复合管护栏产品具有外表美观、防锈耐腐蚀性好、易安装等性能,广泛应用于桥梁/河道、市政建设、景观护栏、城市护栏、道路护栏、人行扶手、路灯灯杆、高架路桥、立交桥、高速公路等地方,所生产不锈钢复合管产品全部按照不锈钢复合管(GB/T18704-2008)生产,可靠。
不锈钢化学成分不锈钢不锈钢的耐蚀性随含碳量的而,因此,大多数不锈钢的含碳量均较低,大不超过1.2%,有些钢的Wc(含碳量)甚至低于0.03%(如00Cr12)。不锈钢中的主要合金元素是Cr(铬),只有当Cr含量达到一定值时,钢才有耐蚀性。因此,不锈钢一般Cr(铬)含量至少为10.5%。不锈钢中还含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。不锈钢的耐蚀性随含碳量的而,因此,大多数不锈钢的含碳量均较低,大不超过1.2%,有些钢的Wc(含碳量)甚至低于0.03%(如00Cr12)。不锈钢中的主要合金元素是Cr(铬),只有当Cr含量达到一定值时,钢才有耐蚀性。因此,不锈钢一般Cr(铬)含量至少为10.5%。不锈钢中还含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。
不锈钢复合管根据腐蚀介质的不同选择相应的耐蚀合金材料作为,完全具备耐蚀合金管材的耐腐蚀性能,且具有更高的耐压指标;与缓蚀剂方案相比,避免了工艺复杂所带来 的技术风险,可确保生产的性 这也是为什么现在刚产品能大力发展于人们认可的原因,为我们的生产、生活带来了方便和实惠。 不锈钢复合管耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水 管,一管二用,冷热皆宜。



按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。 连接顶装:顶制木扶手须经顶装,顶装木扶手由下往上进行,先顶装起步今头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5 ℃ 。固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm 以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽达到平正。整修:扶手折弯处如有不平顺,应用细木锉锉平,找顺磨光,使其折角线清晰,坡角合适,弯曲白然、断面一致,后用木砂纸打光。
技术要求:膨胀螺栓安装牢固,螺母锁紧。(M 10xl00 )或(M12xl50 ) ,不许有松动或未扭紧的情况。埋件要与众杜焊接牢固。焊接部位不得小于14,焊接部位杭拉强度不得小于500Kg;齐阳台护栏,整体外观美观,安装统一协调.上下齐阳台护栏、飘窗护栏、空调护栏安在同· 条轴线上,偏差不许大于10mm。栏杆与墙面、地面结合处打黑色耐候防水密封胶。
木制扶手· 般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12 %。弯头料· 般采用扶手料,以45度角断面相接,断面特殊的木扶手按设计要求备弯头料;木扶手应经过防腐水浸泡、烘干及防变形处理;木制品成型后,经过打磨、抛光表面涂刷木材环保专用漆,涂底漆二遍,中涂一遍,面漆二遍。木材边角坐面均要求细致打磨,倒5mm 圆角,表面光滑、无毛刺。长度大于3m 时应分开设置.
。



打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。
