




找型材拉弯-现货充足有保障
 航萧管件
为什么弯管得到广泛使用。 采用弯管生产加工现阶段,进行加温弯管无缝钢管时,弯管解决裂缝造成的缺点,超过一定水平的形变温度,及其在一定水平的形变时,弯管两侧发生裂缝,这两种状况与原材料弯管有关,在低形变速率和高抗压强度的成型基准下,弯管生产设备在该基准下,弯管两侧断裂。
为什么弯管得到广泛使用
对于其中的管路生产加工设备,掌握弯头生产设备,包括设定在NC车床上的弯头生产设备的结构和设定在NC车床上的通道设备,其中的弯头生产设备的组织包括设定在NC车床上的旋转连结,设定为弯头结构,用于把持管材的接触组,和设定为弯头结构,该弯头缸交流伺服电动机设定在NC车床上,驱动弯头结构的旋转,弯头结构的旋转在相对路径的两侧设置块,在NC车床上设定冲压设备,可获得更强的应用。
如今应用到的弯管生产设备,其原材料弯折机器设备技术性行业,选用滚动轴承组织和輔助模组织拆式卡扣结构基本原理,普攻组织和主组织,根据轴销组织保持了卡扣结构,其灵便拆装和拼装,有利于原材料的安裝和拆装,保持了原材料固定不动约束力室内空间的迅速转换,以根据主模的弯折视角组织和輔助磨具组织,进而进一步在外力下转动普攻组织。
当今掌握到的手动式弯管生产设备,在其中夹紧台电焊焊接在操作台,槽转盘抽奖根据销杆安裝在操作台的管理中心部位,公称直径边沿为槽转盘抽奖用夹持台固定不动夹持,弯管转动杆根据转动杆安裝在动滑的管理中心轴上,斜角架构放到工作中台子上,转动杆与弯管转动杆螺栓连接,换挡杆安裝在弯管上。
航萧管件
为什么弯管得到广泛使用。 采用弯管生产加工现阶段,进行加温弯管无缝钢管时,弯管解决裂缝造成的缺点,超过一定水平的形变温度,及其在一定水平的形变时,弯管两侧发生裂缝,这两种状况与原材料弯管有关,在低形变速率和高抗压强度的成型基准下,弯管生产设备在该基准下,弯管两侧断裂。
为什么弯管得到广泛使用
对于其中的管路生产加工设备,掌握弯头生产设备,包括设定在NC车床上的弯头生产设备的结构和设定在NC车床上的通道设备,其中的弯头生产设备的组织包括设定在NC车床上的旋转连结,设定为弯头结构,用于把持管材的接触组,和设定为弯头结构,该弯头缸交流伺服电动机设定在NC车床上,驱动弯头结构的旋转,弯头结构的旋转在相对路径的两侧设置块,在NC车床上设定冲压设备,可获得更强的应用。
如今应用到的弯管生产设备,其原材料弯折机器设备技术性行业,选用滚动轴承组织和輔助模组织拆式卡扣结构基本原理,普攻组织和主组织,根据轴销组织保持了卡扣结构,其灵便拆装和拼装,有利于原材料的安裝和拆装,保持了原材料固定不动约束力室内空间的迅速转换,以根据主模的弯折视角组织和輔助磨具组织,进而进一步在外力下转动普攻组织。
当今掌握到的手动式弯管生产设备,在其中夹紧台电焊焊接在操作台,槽转盘抽奖根据销杆安裝在操作台的管理中心部位,公称直径边沿为槽转盘抽奖用夹持台固定不动夹持,弯管转动杆根据转动杆安裝在动滑的管理中心轴上,斜角架构放到工作中台子上,转动杆与弯管转动杆螺栓连接,换挡杆安裝在弯管上。
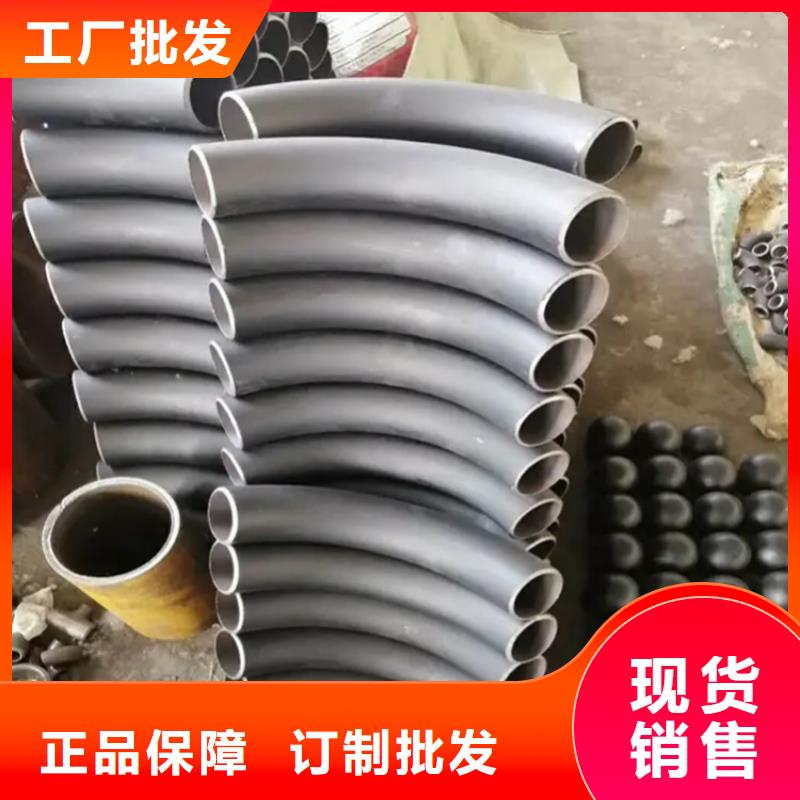
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容:
(1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂;
(2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
(3)如果管件有椭圆度的要求时,控制其断面产生畸变;
(4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容:
(1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂;
(2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
(3)如果管件有椭圆度的要求时,控制其断面产生畸变;
(4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。

 弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
弯管弯曲方法加工怎样完成的
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
弯管弯曲方法加工怎样完成的
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
