





漯河企业旺旺珩磨管绗磨管油缸管热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
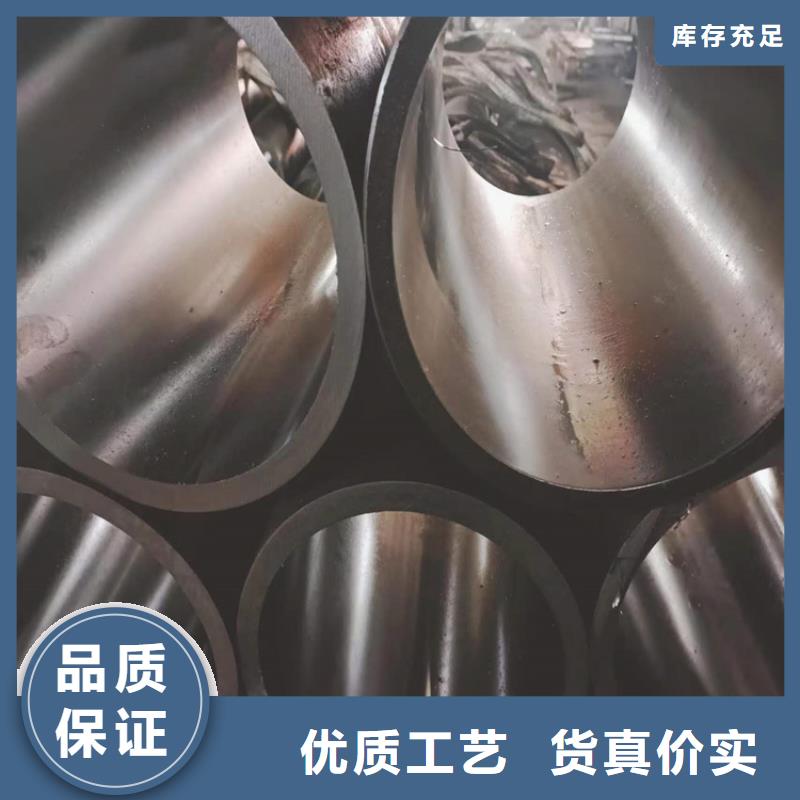
漯河企业旺旺珩磨管绗磨管油缸管精密绗磨管的矫直处理 精密绗磨管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,高精度绗磨管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加绗磨管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。精密绗磨管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,精密绗磨管才能以高强的精度运用在各个场合。精密绗磨管先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统
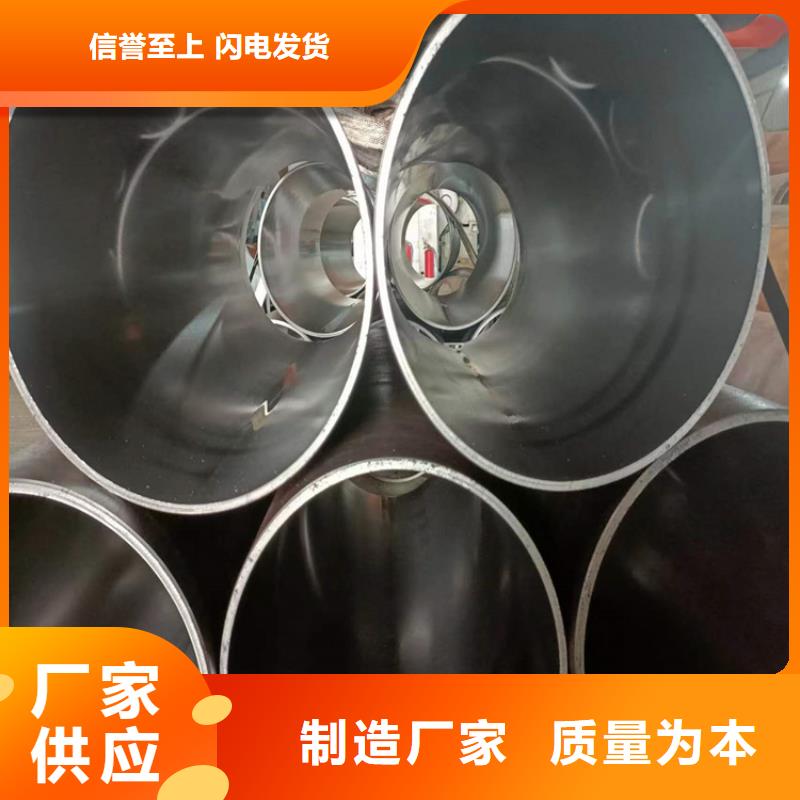
漯河企业旺旺珩磨管绗磨管油缸管大口径绗磨管筑底反弹的可能 国内大口径绗磨管供应继续增加,需求有所下滑,库存延续下降态势,故五月份建筑大口径绗磨管呈现重心下移的弱势震荡调整态势。经历了一个月的阶段性调整,产量隐隐有出现拐点的迹象,需求虽有下滑,但并未表现出明显的淡季特征,供需格局同步变化背景下,库存和成本对价格的支撑仍在。 目前建筑钢材市场仍处于高产量,低库存,低利润,高成本的格局之中,价格震荡态势难以改变。初步预计6月份国内大口径绗磨管震荡运行,或存在筑底反弹的可能。公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管油缸管)。公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。
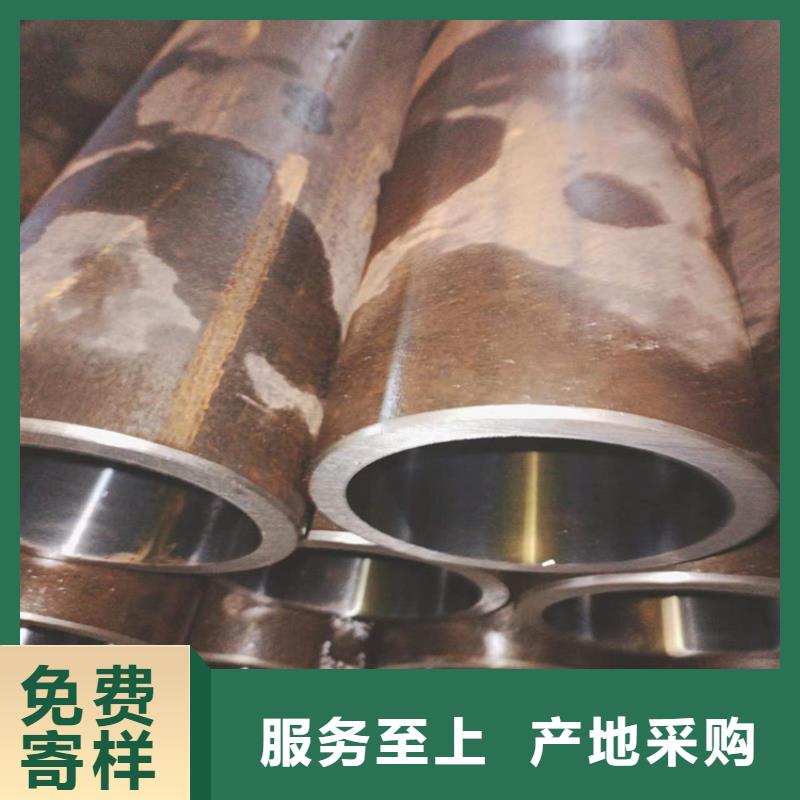
漯河企业旺旺珩磨管绗磨管油缸管漯河企业旺旺珩磨管绗磨管油缸管应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。
