





随着当前市场经济的不断发展,<开封>亿锦天泽钢铁有限公司所有员工将以以更加完善的开封产品和服务竭诚与国内外客商广泛合作。与时俱进,不断提高开封产品质量,积极开拓新产品,努力客户满意度。
企业核心理念:靠诚信广交朋友,用真情拓宽事业,为和谐实现双赢。
企业服务理念:打过一次交道,便是永远的朋友。
企业质量理念:用心制造、持续改进、精心服务、用户满意。
企业管理理念:责任有限,责任心无限

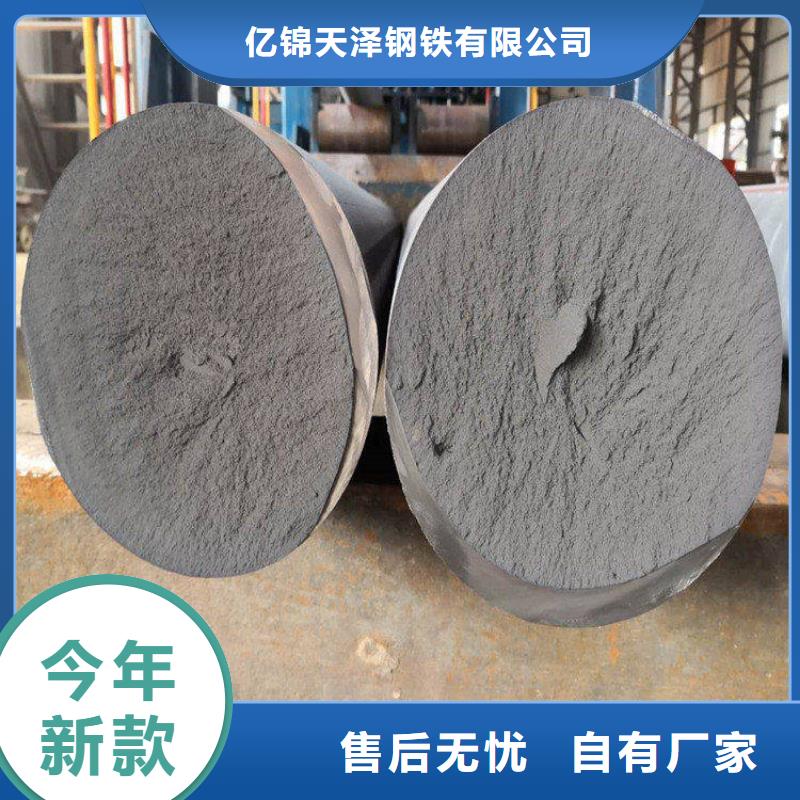
开封亿锦铸铁型材有限公司专业提供开封球墨铸铁棒现货,开封铸铁棒生产厂家的铸铁型材时应注意以下几点: 每种规格铸铁型材都有一个合理的铸造速度范围,影响铸造速度的因素比较多,其影响作用也比较复杂,例如结晶器的导热能力、结晶器冷却的均匀性、铁液的温度、型材截面的几何形状等,铸铁型材在重工业中需求量大,被广泛应用于交通运输、机床、印刷、农业机械等支柱行业。拉坯工艺参数设置是铸铁型材生产中的关键环节,设置不合理会导致拉漏、拉断等生产事故和产生表面裂纹等铸造缺陷。现有铸铁型材生产企业拉坯工艺参数控制技术参差不齐,尚无完整的理论体系。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。过高的铁液温度和过快的铸造速度会使型材出口温度过高,导致型材心部组织变粗、力学性能下降,操作不当还会出现铁液泄露事故。反之,型材出口温度过低也会造成石墨铸型型壁刮伤,使型材表面质量下降,产生裂纹、疤皮等缺陷。正常情况下型材出口温度应控制在900~950℃。 生产中应根据型材产品的尺寸和材质要求选择优的牵引工艺参数组合。减小牵引周期可在相同铸造速度条件下减小步距,有利于提高铸铁型材的组织均匀性和致密性。



