

我们的现场实拍视频将带您走进不锈钢花纹板报价价格低产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢花纹板报价价格低的图文介绍


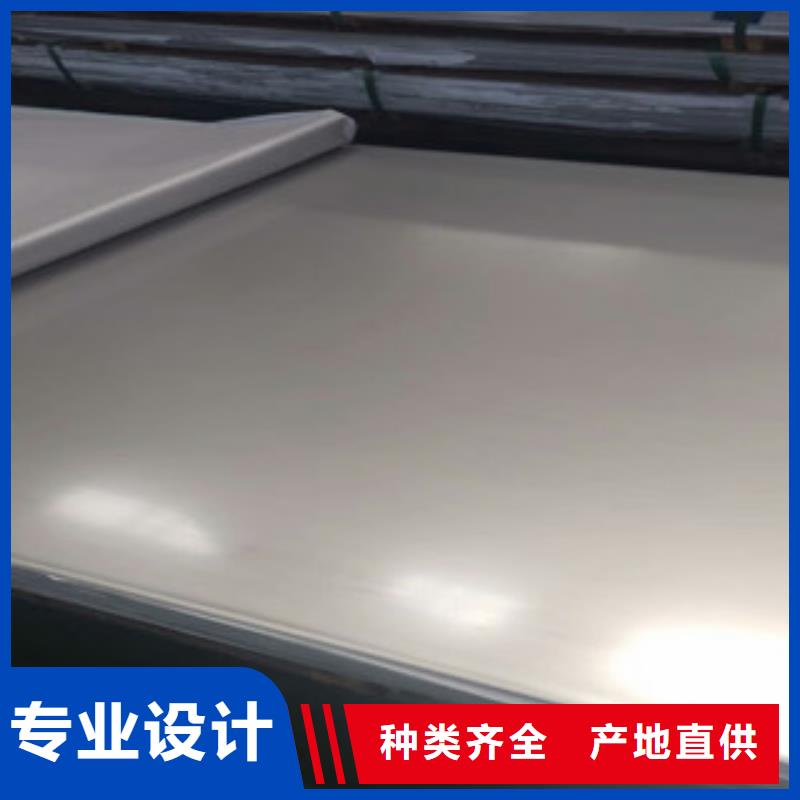
不锈钢板的原理是钢中加入磷、铜、铬、镍等量元素后,使钢材表面形成致密和附着性很强的保护膜,阻碍锈蚀往里扩散和发展,保护锈层下面的基体,以减缓其腐蚀速度。在锈层和基体之间形成的约50μm~100μm厚的非晶态尖晶石型氧化物层致密且与基体金属黏附性好,由于这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁材料纵深发展,大大提高了钢铁材料的耐大气腐蚀能力。不锈钢板是可减薄使用、裸露使用或简化涂装,而使制品抗蚀延寿、省工降耗、升级换代的钢系,也是一个可融入现代冶金新机制、新技术、新工艺而使其持续发展和创新的钢系。
不锈钢板一般采用精料入炉-冶炼(转炉、电炉-合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。由于钢中加入稀土元素,不锈钢板得到净化,夹杂物含量大为减少。



博鑫轩金属制品有限公司是辽宁朝阳 具有代表性的 辽宁朝阳不锈钢方管企业,生产的 辽宁朝阳不锈钢方管产品在全国多个城市拥有成功案例,看完本篇文章的详细介绍之后,如果有意向购买 辽宁朝阳不锈钢方管,请致电我们将给您更优质的售后。


会集批复多个铁路出资项目,向市场释放安稳预期信 ,尽管今年铁路出资方针已上调至8000亿元,考虑到当前的经济形势,将来还有能够进一步上调。其次是在房地产方面,当前超20城市急推购房补助。原来,继宁波大学生购房补助方针以后,10月17日和19日,天津、潍坊先后房地产方针,力度在不断加大。 更有市场人士表明,当前多数二三线城市的方针都在储藏中,而且许多城市在方针力度上也做出了,估量四季度类似购房补助方针的城市会更多。10月21日, 发布前三季度全国房地产和销售状况数据显示,房地产市场的首要目标均在进一步下探。 跟着口径松绑市场对方针放松的预期再次,减税、购房补助变成第三波首要特征。各地方针更加频频,方针的底线越来越低.各地方舞台相继跟随厨台,笔者相信,在这一番动作之下,后期304不锈钢板行业景气量能够会有所上升,可是至于起伏怎么,估量还得看具体状况。 本周受唐山等主流304不锈钢板价格弱势盘整的影响,本地部分援建项目暂时放缓了采购,而有些新开工项目需求开释情况较差,因而大都商户近期出货量并未呈现较大的改进,市场大都商户日均成交量根本维持在30吨以内。



下面就带大家一起来看看吧。相对于碳钢相同板厚的不锈钢折弯角较大,这一点应注意否则会出现压弯裂纹,影响工件强度。以上就是为大家讲解的不锈钢板的进行折弯时的特点,希望本次的内容可以帮助到大家,想要了解更多关于不锈钢板的相关信息可以我们。 激光焊接在不锈钢中的应用占据十分重要的位置,是汽车行业,车身全部采用焊接方式连接。但是,受到诸多因素的影响,不锈钢板焊接存在变形问题、且控制难度较大、不利于相关领域可发展。因此,加强对不锈钢板激光焊接变形的研究具有重要意义。 激光焊接概述激光焊接主要是指利用激光能作为热源融化并连接工件的一种焊接方法。激光焊接过程中,激光照被焊接材料表面,与其产生作用,一部分被反射、余下的被吸收,进入材料内部,完成焊接目标。简而言之,激光焊接的过程是使用经光学系统聚焦后具有的高功率激光束,照被焊材料表面,然后充分利用材料对光能吸收来进行加热等处理袁后经过冷却形成焊接接头的一种融化焊接过程。 避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。


304不锈钢板铁素体耐热钢的焊接
铁素体耐热钢焊接的主要问题,是焊接热影响区的脆化(包括熔合区附近热影响区的晶粒长大而引起的韧性下降、475℃脆化、σ相析出脆化)、裂纹倾向较大以及室温时韧性较低等。
1、预热:对母材金属进行低温预热,使焊接接头处于韧性较好的状态下,以减少焊接应力的影响,能较有效地防止裂纹的产生。但预热温度不能太高,避免过热脆化,一般不超过150℃。对含铬量较高的铁素体耐热钢,预热温度相应要高一些,有时可高到200~300℃。
2、焊材:可选用与母材相近的铁素体铬钢焊条,也可选用奥氏体焊条。
3、焊接线能量:采用小的线能量,以防止焊接接头过热。尽可能减少焊接接头在高温下的停留时间,采用大的焊速,尽量减少横向摆动的窄焊道,不要连续焊,待前一道焊缝冷却到预热温度后,才允许焊下一道焊缝。
4、焊后热处理:使焊接接头的组织均匀化,提高其塑性和韧性,一般可采用空冷的退火处理。一旦焊接接头出现了脆化,短时加热到600℃空冷,可以475℃脆化;加热到930~950℃急冷,可以σ相脆性。
铁素体耐热钢焊接的主要问题,是焊接热影响区的脆化(包括熔合区附近热影响区的晶粒长大而引起的韧性下降、475℃脆化、σ相析出脆化)、裂纹倾向较大以及室温时韧性较低等。
1、预热:对母材金属进行低温预热,使焊接接头处于韧性较好的状态下,以减少焊接应力的影响,能较有效地防止裂纹的产生。但预热温度不能太高,避免过热脆化,一般不超过150℃。对含铬量较高的铁素体耐热钢,预热温度相应要高一些,有时可高到200~300℃。
2、焊材:可选用与母材相近的铁素体铬钢焊条,也可选用奥氏体焊条。
3、焊接线能量:采用小的线能量,以防止焊接接头过热。尽可能减少焊接接头在高温下的停留时间,采用大的焊速,尽量减少横向摆动的窄焊道,不要连续焊,待前一道焊缝冷却到预热温度后,才允许焊下一道焊缝。
4、焊后热处理:使焊接接头的组织均匀化,提高其塑性和韧性,一般可采用空冷的退火处理。一旦焊接接头出现了脆化,短时加热到600℃空冷,可以475℃脆化;加热到930~950℃急冷,可以σ相脆性。



