





我们的现场实拍视频将带您走进绕筋机不用_钢筋弯曲中心购买的是放心产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:绕筋机不用_钢筋弯曲中心购买的是放心的图文介绍


1、自动送线机构,可在线调整间距,误差小,成型质量高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意调整CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区占地面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意调整 4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。



基于在 辽宁大连五机头钢筋弯箍机市场上的优异表现,建贸机械设备有限公司得到了越来越多新老客户的大力支持,公司将更加积j i主动的面向国内外新老客户,通过技术创新不断开发新的技术和 辽宁大连五机头钢筋弯箍机产品,以高品质的产品和高素质的服务来确立我们的企业文化。


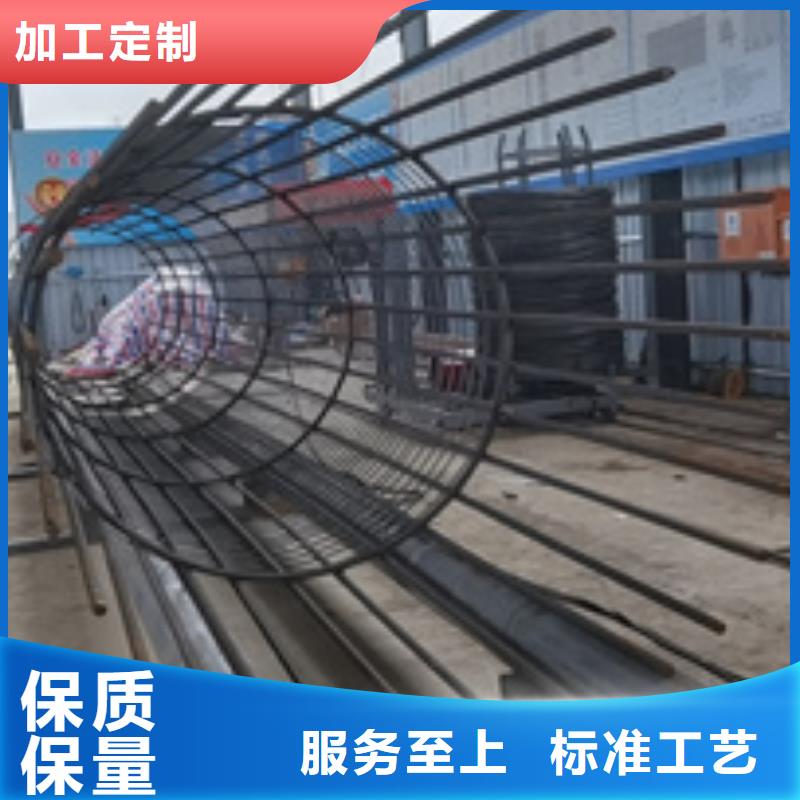
四步:钢筋厂设置的新型数控钢筋滚笼机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
3000型数控钢筋滚笼机
绕筋机六步:将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
七步:将制作好的钢筋笼,在存放区内完成耳筋、混凝土保护层垫块等安装,满足要求后由项目现场技术人员进行自检,确认满足规范要求后报检,并悬挂钢筋笼标识牌,注明施工部位、加工时间、分节数量及单节长度等。
五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
3000型数控钢筋滚笼机
绕筋机六步:将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
七步:将制作好的钢筋笼,在存放区内完成耳筋、混凝土保护层垫块等安装,满足要求后由项目现场技术人员进行自检,确认满足规范要求后报检,并悬挂钢筋笼标识牌,注明施工部位、加工时间、分节数量及单节长度等。



钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。


生产计划:在国外,有专门部门做生产计划,并且具体到在某时间段产量,有专人将生产设备和加工材料准备好,保证生产工人在规定工作时间内有足够工作量。而国内钢筋加工在实际生产中,做计划能力不强,支持不够,又由于受施工变更制约,钢筋笼绕筋机生产计划随时可能需要调整,机器和工人等待时间长,其有效工作时间短。钢筋加工制品设计:钢筋加工制品设计要便于机器连续作业,国内在这方面还需要改进。比如,桩基施工中钢筋笼制作,笼子与笼子之间连接多数要求使套筒连接。机器上骨架制作过程:备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。



