






根据各商洛钢材种预处理目标硫要求及实际镁粉喷吹效果,开发各类钢种高精度的镁粉喷吹模型,岗位人员点击一级画面“开始喷吹”按钮,系统自动完成预处理整个喷吹过程。通过商洛钢材预处理自动喷吹系统实现了过程自动化控制,提高了控制精度,为炼钢工序提供了优质的铁水。相继开发出转炉(氧副枪)智能吹炼控制系统、造渣模型辅原料智能投加系统、增碳脱氧合金化方案筛选自动振料系统等多达十六套智能产品,并且兼具过程防错预警、操作评价、数据记录查询、大数据分析、成本监控等特有功能,独具基于炉气分析、音频联动的氧枪枪位控制,融入语音提示、远程控制等先进科技元素,在业内处领先水平。
商洛方形管常用规格(axbxt) 45a——q345d) 180*1 12 90* r /> 280*28 sp; 40*40*3- 4-14 50*50*4-8 30* -30 90*90*4-12&nbs r /> 2、矩形管常 a——q345d)500*60 -10 40 bsp; 140*80*4-12 &n bsp; 30*50*3 br /> 300*1 0 bsp; 60*40*4-8 &nbs本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。 近年来,铁路客运的 速度一直在提高,从250km/h到目前的350km/h,这对高铁所用的相关材料提出了新的苛刻要求。其中,扣件系统作为固定轨道和枕木的零件,其质量的好坏关系着高速铁路的安全问题。扣件系统中 重要的一部分是条。影响条疲劳寿命的因素较多,如热时产生的折叠、裂纹、热方法不当及元素偏析等,钢材在热过程中的脱碳都会损害条的疲劳性能。
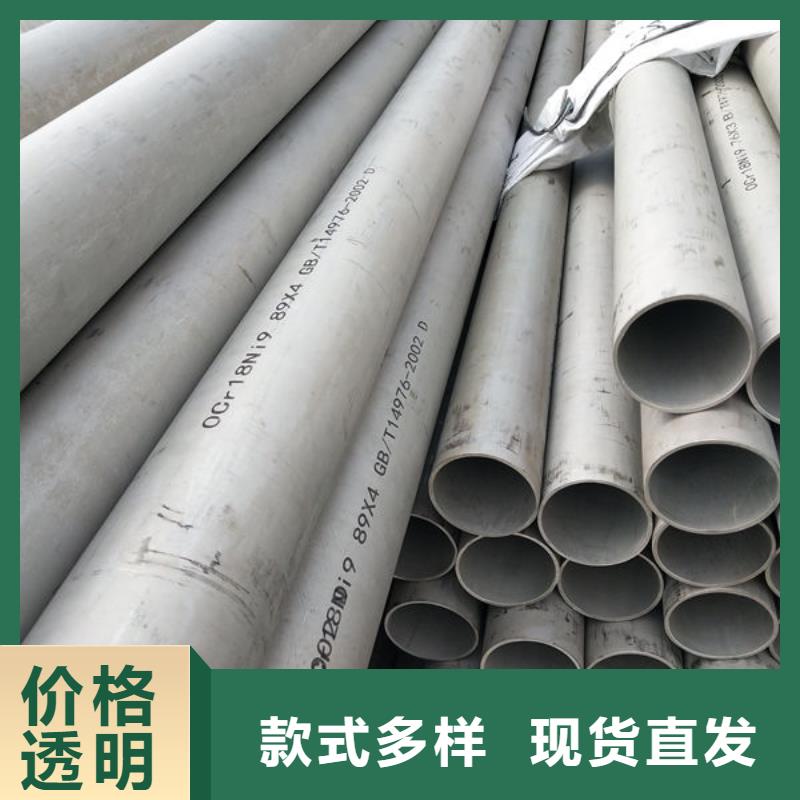
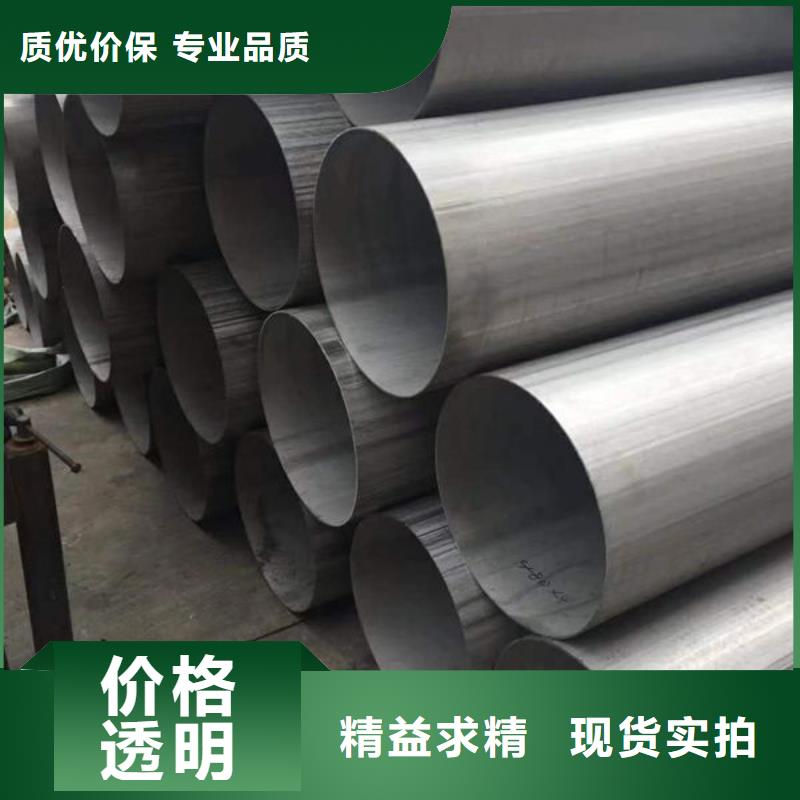
商洛方管,是方形管材的一种称呼,也就是边长相等的的钢材。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,商洛方管的加工工艺如下:商洛方管要在专用进口流水线上进行制作,以确保风管制作精度及商洛方管的密闭性。商洛方管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。商洛方管管体与插接法兰间的连接应采用无铆钉连接钢材工艺,运用进口设备进行无铆钉连接工艺。商洛方管的咬口连接应采用进口自动咬合器进行咬合工艺。商洛方管的连接法兰应采用连板法兰及插接法兰连接工艺,商洛方管大边边长小于或等于2000mm时应采用共板法兰连接形式。
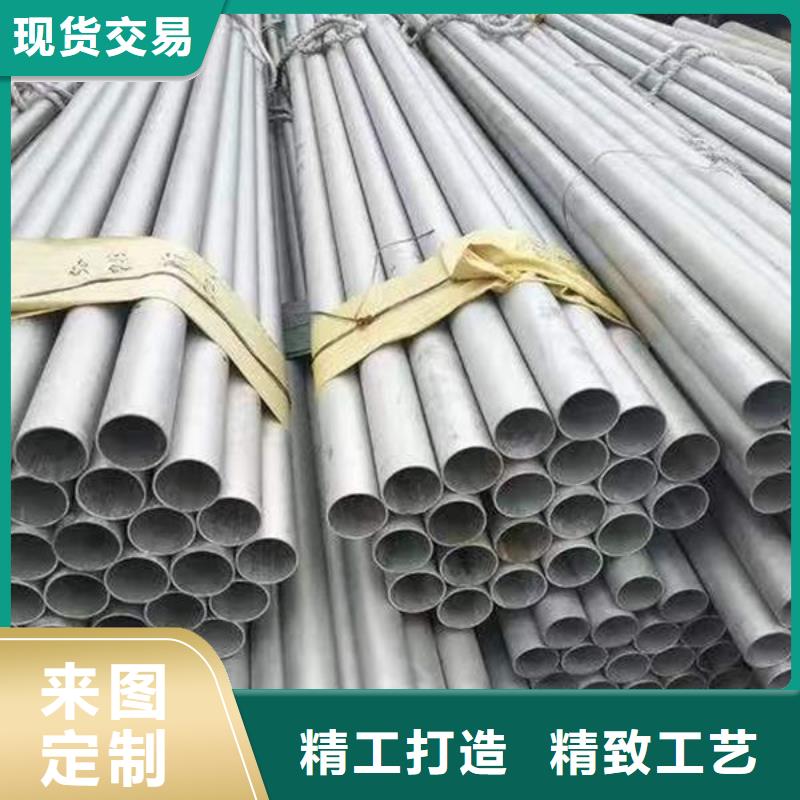
商洛螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。商洛螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
