







吉林球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。吉林球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,吉林球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。 
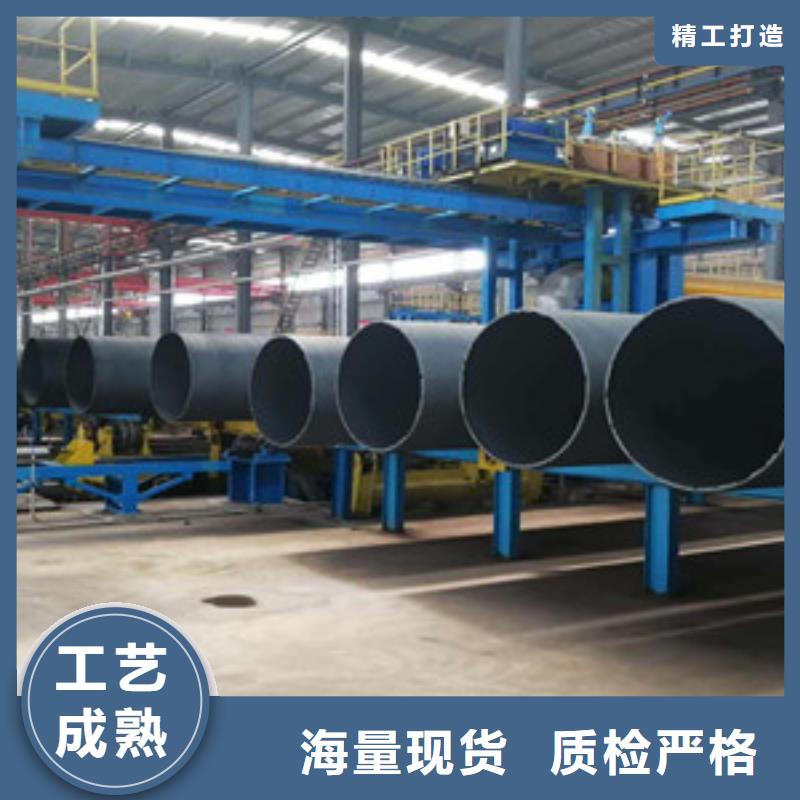
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,吉林球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。吉林球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,吉林球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,吉林球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验吉林球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:吉林球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
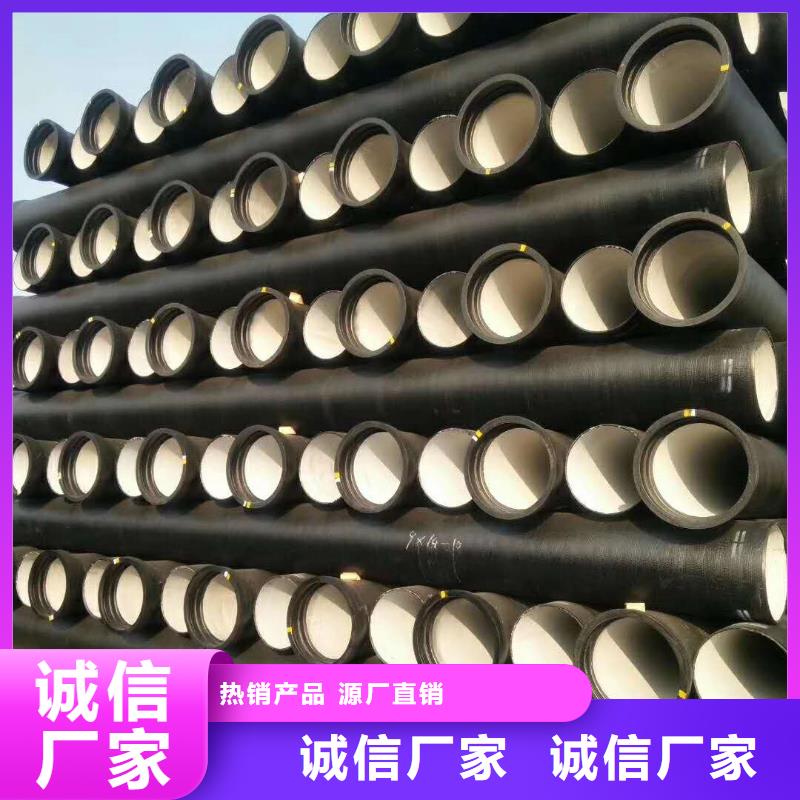
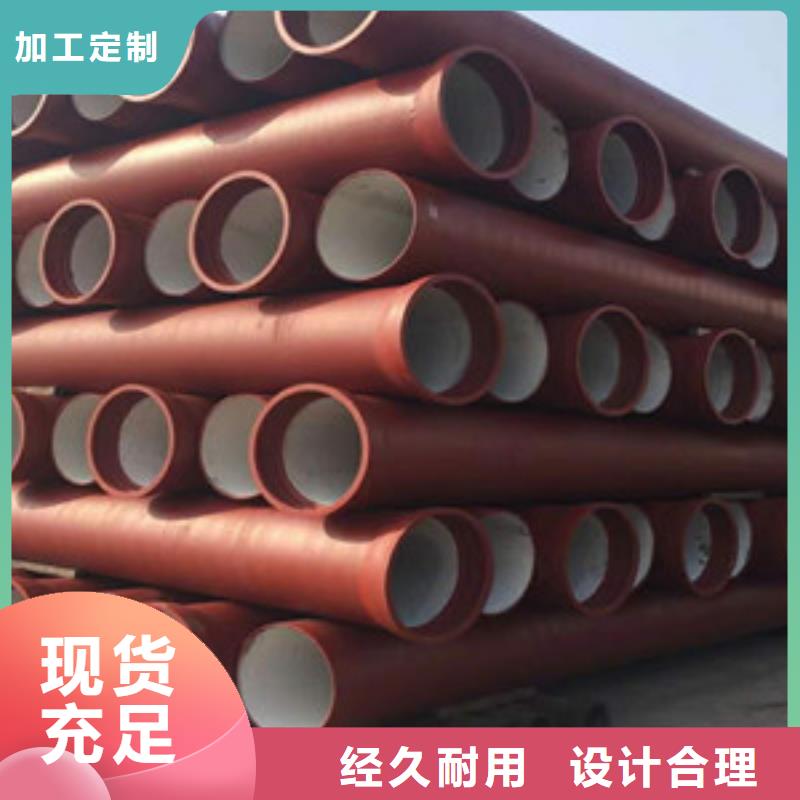
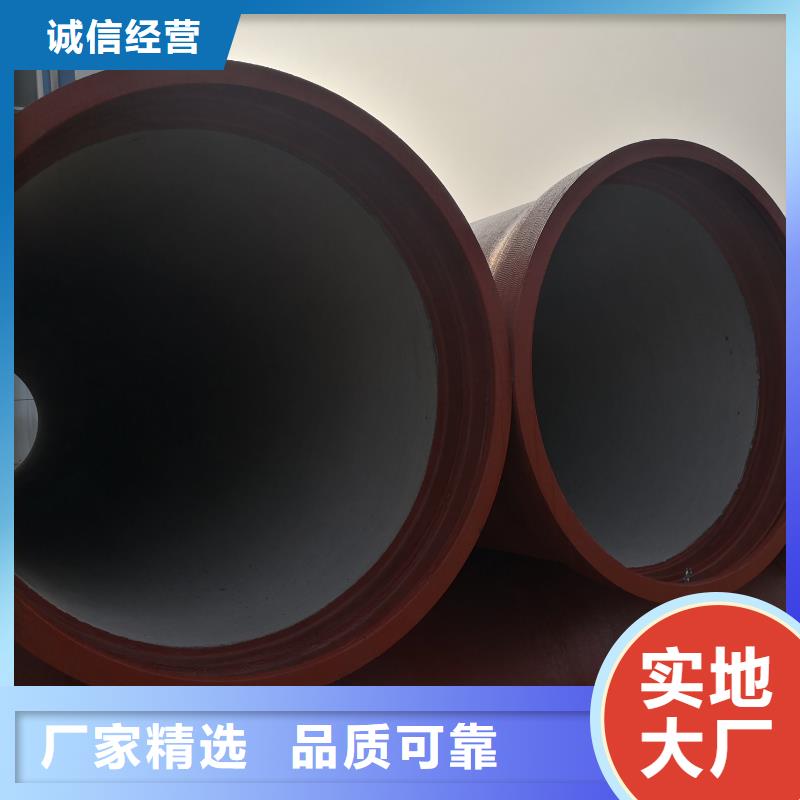
吉林格瑞吉林球墨铸铁管件主要用于做什么从密闭性和防腐性上来看,球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。此外,在推进钢铁去产能过程中出现的“一压了之”、针对性不强等问题也需要引起警惕。不少地方在压减过剩产能时,不考虑企业市场竞争力等实际情况,强硬分解目标可能削弱某些合法合规、效益良好企业的竞争力。专家指出,虽然前7个月去产能进度低于预期,但完成全年去产能目标问题不大,有望超额完成。在化解钢铁过剩产能的同时,不能忽视培育具有市场竞争力和可持续发展能力的钢铁强企,提高产业国际竞争力,否则去产能效果将大打折扣。吉林球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。 
