









常州异型管产量较大幅度增长,作为业内人士,一定要认清产量与需求的关系。我国钢铁行业是充分竞争的行业,是受需求拉动的行业,钢铁产量的高低不由供方来决定,而是取决于市场的需求。
据统计,今年1月~8月,常州异型管产量增加了9.1%,增产5546万吨,净出口减少99万吨,增量都用于满足国内钢铁需求,其中2/3用于满足建设领域的需求增量;GDP、工业增加值增幅比之前略有回落,但是基建和房地产投资增速比去年增加。这种超预期的表现极大拉动了钢铁行业的需求,而我国钢铁业满足了国民经济发展中生产建设对钢铁材料的供给要求。如果没有钢铁产量的增长,是无法实现目前的建设规模的,依靠大量进口钢材进行生产建设也肯定是不切实际的。另外,还要防止由于投资和房地产拉动出现违规新增产能;防止一旦经济环境恢复正常,经济转型加快,钢材需求量减少后出现恶性竞争。
常州异型管一方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;一方面为不锈钢异形管炉可将剩余的水,特别是如果有一个以上的漏水孔管,不要去,如果你把炉子气氛破坏。
常州异型管光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要一口连通。检查与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损,应经常检查经常改变。
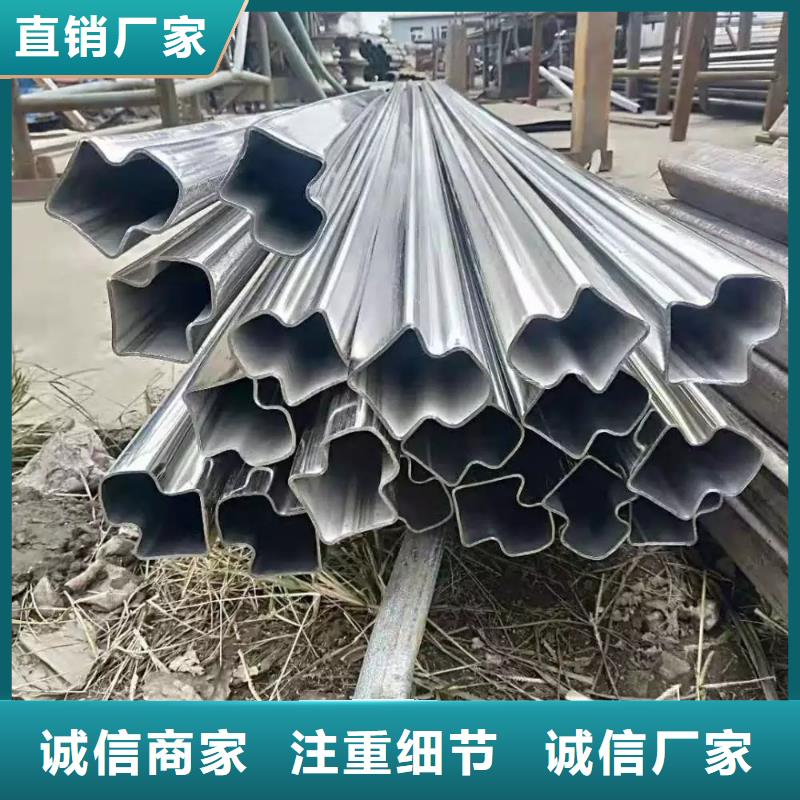
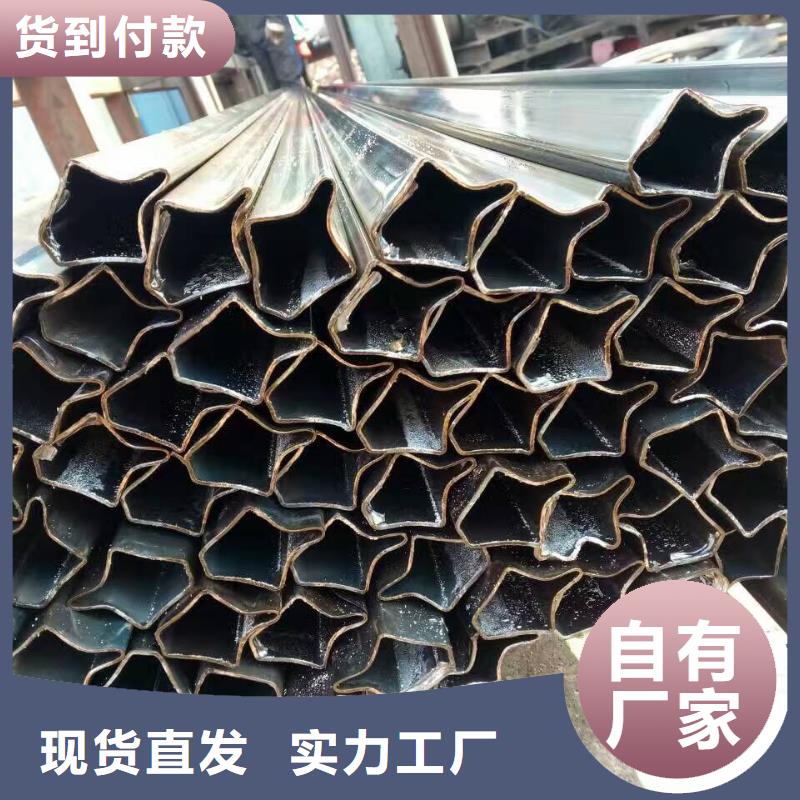
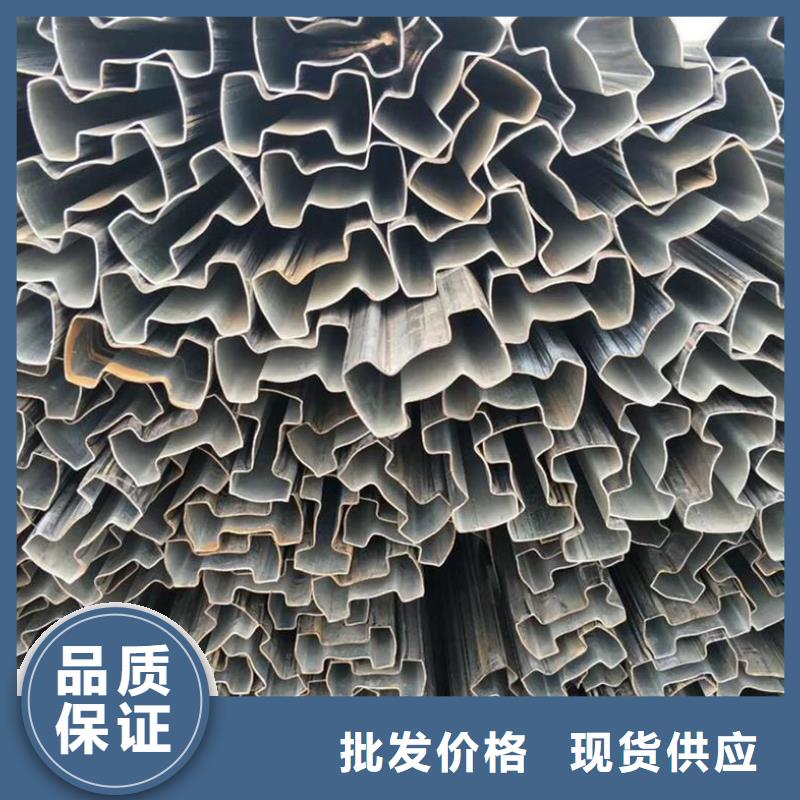
常州异型管是一种新型高技术节能产品异型管的推广应用对节约钢材,提高加工工效,节约能源 所谓高精度异型管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精 该技术所生产的高精度异型管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项 目 实际达到 GB8713-88 ISO4394/I 内径尺寸公差 H8 H9 H10 H8 H9 H10 H8 H9 H10 直 线 度 0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚 %10±壁厚 %5±壁厚偏差 圆 度 0.04 无规定。
常州异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
常州异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是消除异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,常州异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来消除前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。
常州异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
常州异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
常州异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
常州异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
常州异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
常州异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
常州异型管焊嘴与异型管间的距离以15-25mm为宜。
