





不锈钢复合管护栏的另类应用
不锈钢复合管护栏以其优良的材质特性,使其在应用过程中耐磨损,抗锈蚀性的优良特点给了人们很深的印象,其实这种管件不但适用于建筑领域在我们的日常生活当中也是非常常见,只是我们没有发现而已。
外不锈钢复合管护栏车把,涉及自行车和摩托车,特别是自行车和摩托车的车把,旨在解决已有车把表面存在外表镀层或涂漆层的耐候性差、容易脱落,使用寿命短、制造时污染环境的问题。
钢厂资金紧张的情况并未有好转;因下游终端需求不足,钢厂在高位生产后导致内部库存滞留量较大;为刺激下游及代理商拿货,让利市场依然是其主要操作,让利和内部库存占压资金,加上银行贷款门槛提高、对中小钢厂加大抽贷力度,导致钢厂正常的经营资金偏紧成为常态化。多数钢厂大幅降低原料库存周期,使得316不锈钢管等原料市场交易氛围十分清淡,极大的限制原料消费及成本的回升空间。由于生产技术的提高,不锈钢复合管护栏自给率开始有了明显的,同时还伴有大量的产品出口,进口量迅速下滑。据统计,我国在2006的不锈钢粗钢产量是561万吨,产量十分的巨大这导致了中国成为生产国和消费国。可以毫不夸张的说,国内的不锈钢产能早已占全球不锈钢产能的四分之一,在根本上改变了世界不锈钢产业的格局。



1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。


聚宜兴金属制品有限公司是一家集工艺研发、设备生产、设备销售于一体的 福建南平木纹转印护栏、河道防撞护栏、不锈钢复合管、景观灯光护栏研发生产企业。拥有一批具有丰富经验的研发销售团队和一支技术过硬的生产组装团队。主要生产 福建南平木纹转印护栏、河道防撞护栏、不锈钢复合管、景观灯光护栏。
我们经秉承不断自我完善,以新科技、高标准、高质量来严格管理公司。打破原有 福建南平木纹转印护栏、河道防撞护栏、不锈钢复合管、景观灯光护栏的技术与功能,从外观到内部配件及所有功能,以完美的设计、优惠的价格、优质的售后服务来实现于用户合作共赢。



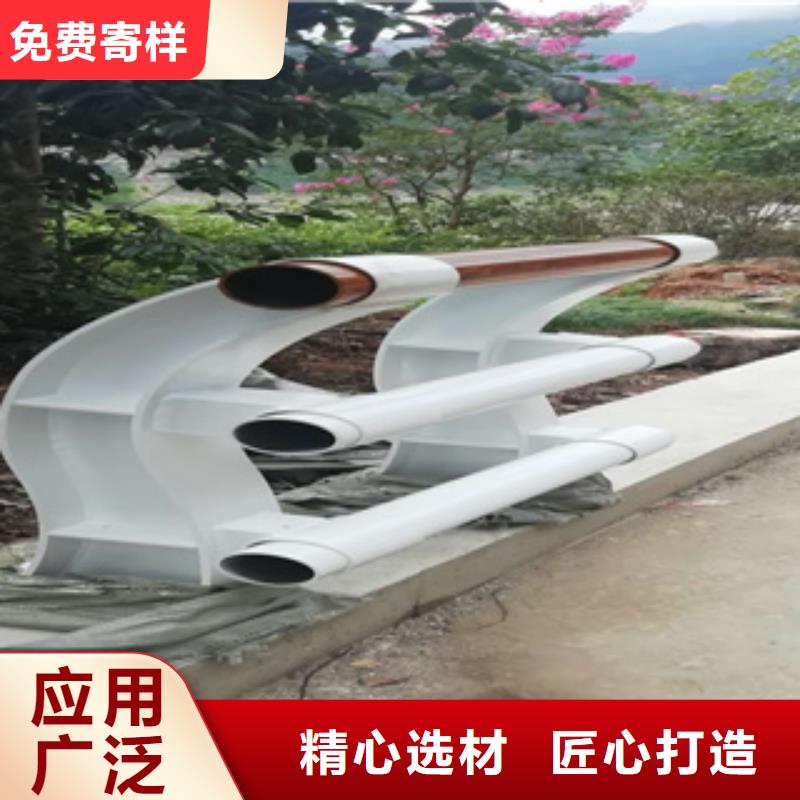
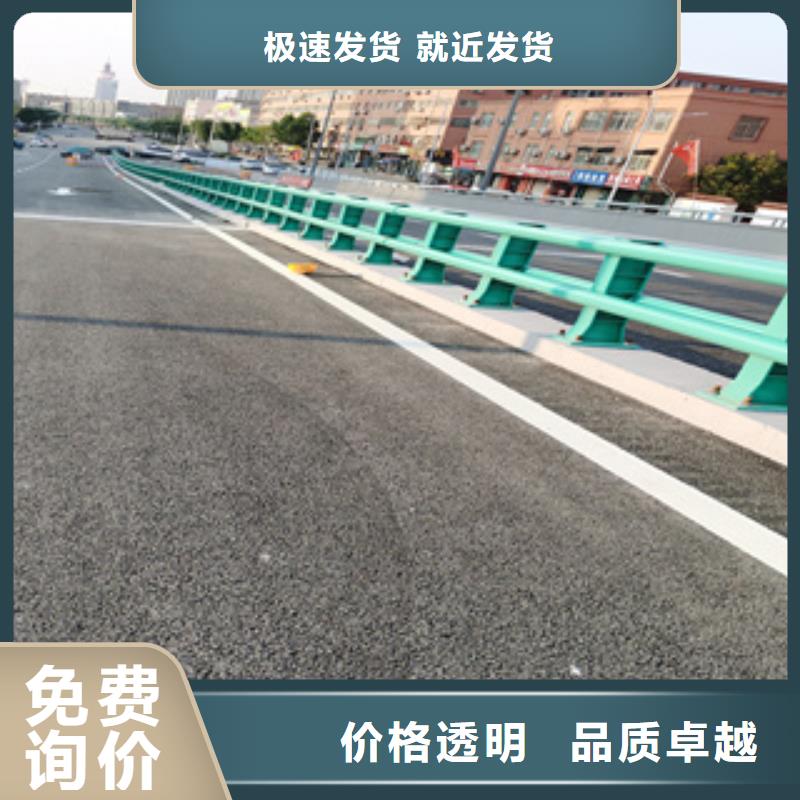
不锈钢复合管护栏介绍
不锈钢复合管护栏布局一般分为主杆和立柱,主管的壁厚按照 的标准是1.2mm,不锈钢复合管护栏在日子中常常见到,比如楼梯不锈钢复合管护栏、阳台不锈钢复合管护栏、桥梁不锈钢复合管护栏等等。不锈钢复合管护栏有许多利益,因而得到了大范围的遍及。日子中常常见到的不锈钢复合管护栏有楼梯不锈钢复合管护栏,阳台不锈钢复合管护栏是不锈钢的也比较多;桥梁不锈钢复合管护栏大多数都仍是水泥或许大理石的,不锈钢桥梁不锈钢复合管护栏还比较少。
不锈钢复合管护栏价格是据原料和标准决议的,含铬3.0的不锈钢圆管,标准分为63×1.5mm,51×1.5mm,25×1.0mm,38×1.5mm的不锈钢复合管护栏,各地物价水平不同略有差异。我们可在当地市场详细询问。


细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



