
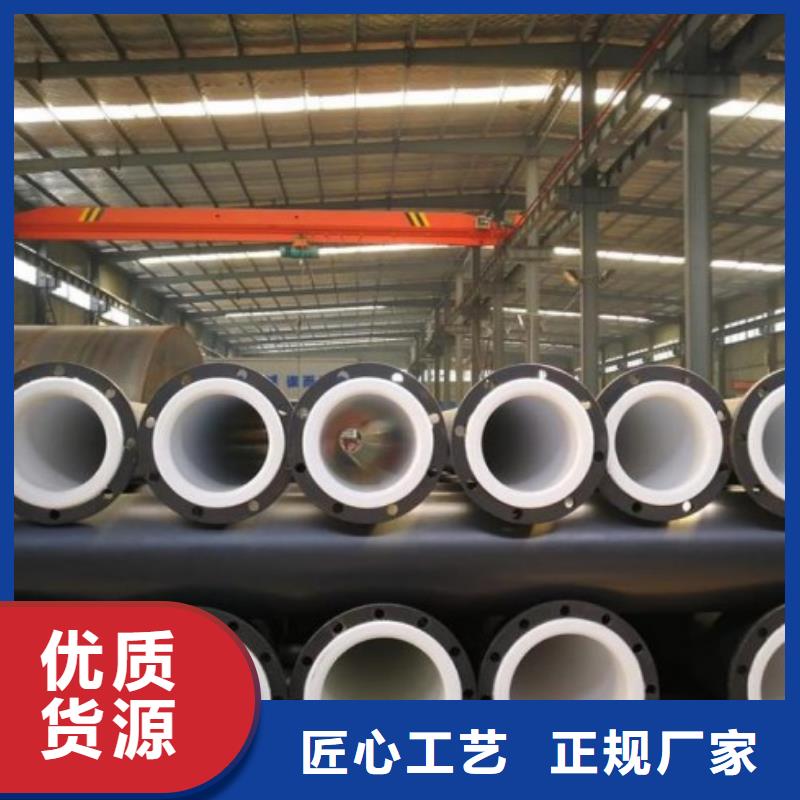



在公司发展壮大的8年里,纵横机械制造有限公司始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 广东惠州衬塑钢管。我们有好的 广东惠州衬塑钢管产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.


用管道衬塑技术制作衬塑管道时厚度是有一定标准的,要符合哪些标准呢?其他的参数要在哪些范围内呢?下面我我们做详细的解答
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、衬塑管道技术--管道衬塑的要求:
(1)设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
(2)设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
(3)设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
(4)选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
衬塑管道的检测
(1)衬塑管道内衬原材料材质检测;
(2)内衬厚度检测(≧3mm);
(3)剥离强度检测(聚乙烯衬层与管内壁粘接力≧70N/cm);
(4)电火花检测(内衬层15KV电火花检测,应无漏电);
(5)压力试验检测(DN150/200/300/400:水压试验压力:21MPa和气压试验压力16.5MPa;DN600水压试验压力:5.0MPa和气压试验压力4.0MPa;);
(6)绝缘电阻、电绝缘强度检测。
符合这些指标的衬塑管道才是合格的,管道衬塑工艺才是过关的。



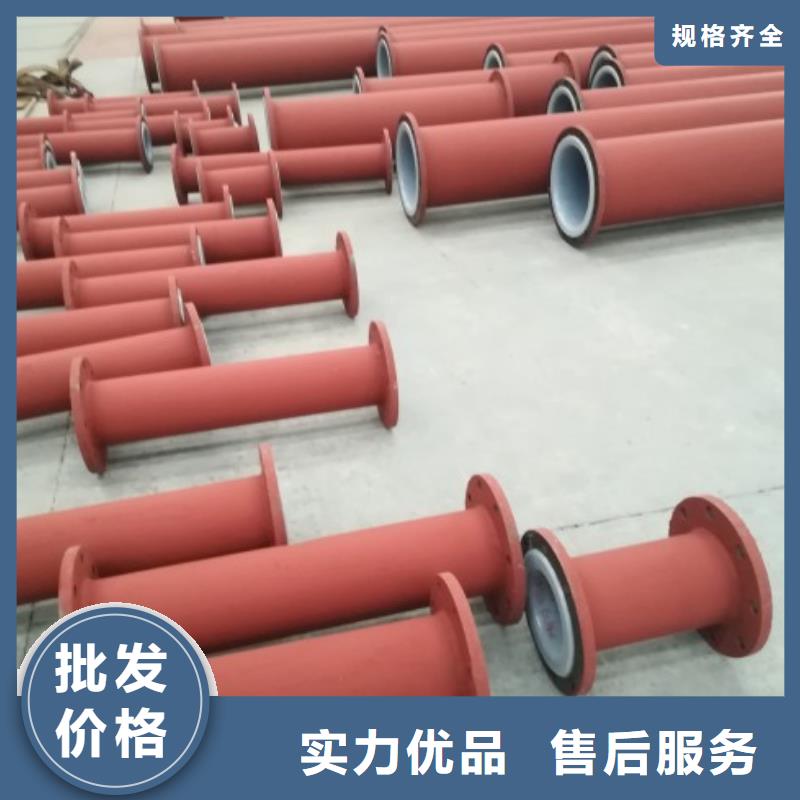
衬塑管道种类:
目前市场上常用的三种衬塑管道分别是钢衬塑管道、涂塑钢管、钢衬四管道。
二、生产工艺
1、钢衬塑管道生产采用离心热滚塑加工工艺,法兰面模压成型,衬塑层厚度为3-6mm。具体如下:
原材料 → 切割取料 → 修整 → 法兰调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 流平 →法兰面塑料层成型→表面修整 → 油漆 → 标识 → 包装 →入库。
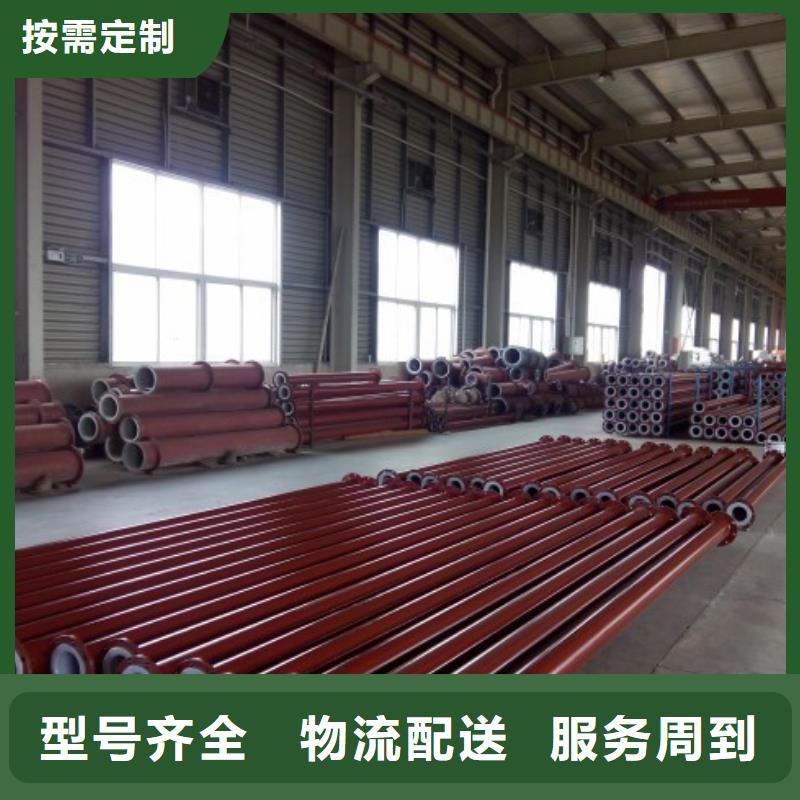
2、涂塑钢管生产采用喷、浸工艺在钢管(底管)内表面熔接层很薄的塑料防腐层,涂塑层厚度为400um—1000um。具体如下:
钢管切割取料 → 检尺修整 → 法兰调直对眼→ 法兰焊接 → 管道整体喷砂打磨除锈 → 分送入炉 → 涂塑→ 冷却 → 标识 → 包装 →入库
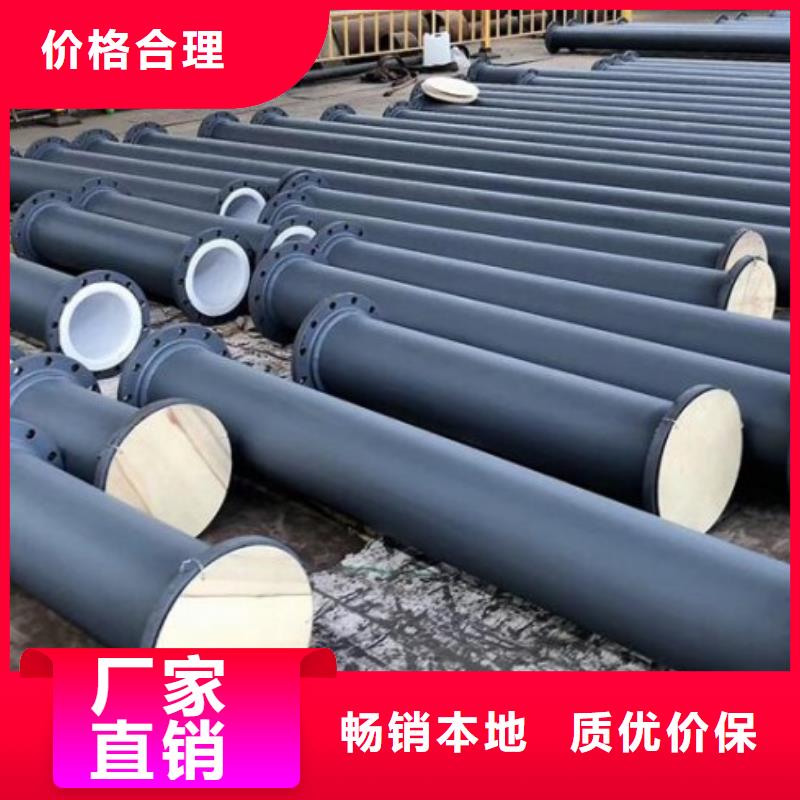
3、钢衬四管道直管采用套管翻边工艺生产,管件采用模压工艺生产,四管厚度为3-6mm。具体如下:
1)直管加工工艺
预制管件 → 喷砂除锈 → 拉管 → 焊环 → 翻边 → 油漆包装入库
2)管件模压制作工艺:
预制管件 → 喷砂 → 装模→ 填料 →打压→ 脱模 → 修整 →烧结→ 检测 → 油漆包装入库


