
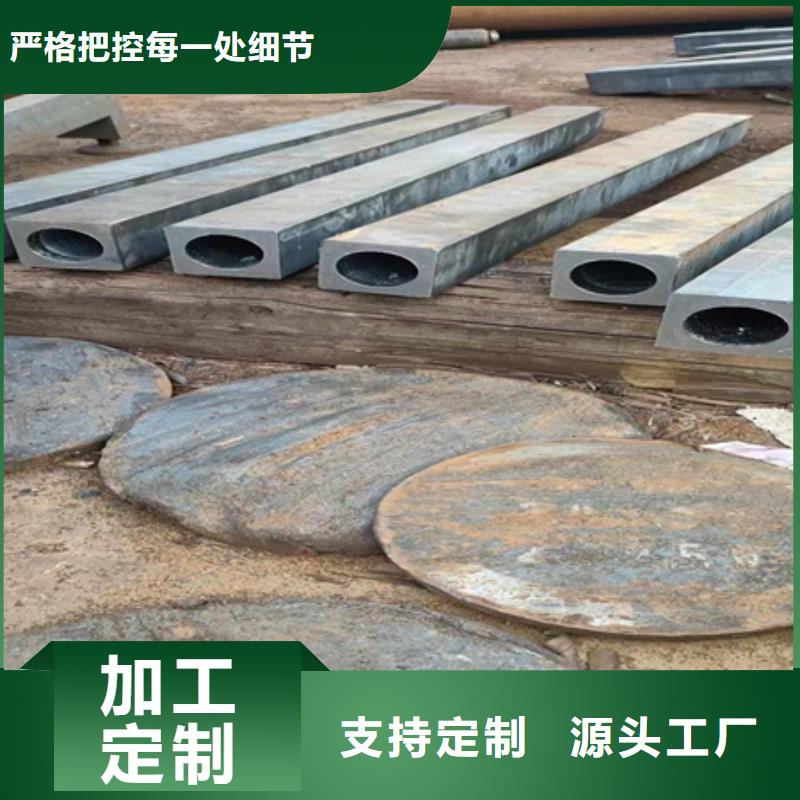








型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。
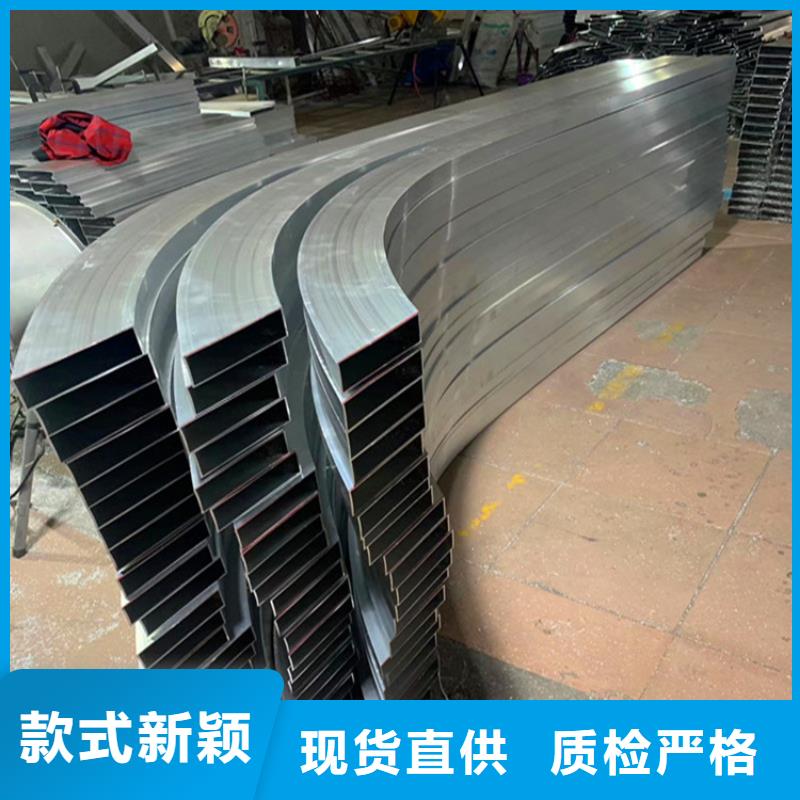
型材拉弯滚弯机首要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。选用数显编码器编程,使液压操作体系定位准确,所弯型钢一次主动成型,效率高、操作便利。 广泛应用于隧道、地铁、水电站、地下洞室等职业施工中,是钢拱架制造的志向设备我厂出产的工字钢滚弯设备,选用数控设备,液压操作体系定位准确,滚弯型钢一次主动成型,效率高、操作便利。滚弯机主动滚轮和被迫滚轮选用特别材料高性能钢质,经整体热处理,减少游轮的运用磨损,对工件无划伤,运用寿数更长。厂的工字钢滚弯机的液压体系选用先进的液压元件,液压体系设计独特,并增加了顶出反弹设备,顶出能有力。操作时不能超出机械性能规划作业。尽量避免偏疼载荷。操作与送料人员之间应按规矩信号,密切配合。如在弯制过程中发生曲解,应及时检查压痕违背受压面中心的情况,检查主、从动压轮能否磨损出槽,并及时进行检修。
型材拉弯压弯是常用的弯曲方法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交换转动,使板材往复运动。调节压下辊使之逐步压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。另外还有四辊和多辊卷板机,四辊卷板机用于卷制厚板圆筒,四辊以上的多辊卷板机,用多对辊子将板材逐渐弯曲成复杂的型面。对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。
型材拉弯防锈工作怎么做?很多朋友对型材拉弯加工有一定的了解,在日常生活中,我们经常可以看到弯头加工的相关内容,那么如何保证加工好的弯头的防锈工作呢?型材拉弯防锈工作需要注意什么? 一、清洗弯头处理: 主要是用乳液或溶剂清洗钢材表面,保证去除弯头表面的油脂、清洗剂、污垢和有机物,但不去除表面氧化皮、铁锈、焊剂等,所以它在整个防锈工作中主要起辅助作用。 二、弯头加工工具的除锈: 用钢丝刷或其他物体对弯头表面进行有效的抛光,可以使表面的铁锈、氧化皮和焊渣松动和清除,如果钢铁表面附着水垢,这种方法的去除效果不是很令人满意。 三、重新弯曲后的酸洗: 化学和电解两种不同的酸洗方式比较常见,而化学酸洗基本上只用于弯头的防腐,可以有效去除表面的旧涂层、铁锈和氧化皮,甚至可以在喷砂除锈后使用,化学清洗虽然可以去除表面的杂质,但更容易造成污染。 四、弯头加工中终喷涂除锈的优点:喷涂除锈主要是需要使用一个功率更大的电机来驱动喷涂刀片对弯头进行除锈,加工后的弯头不仅可以彻底除锈,而且即使在剧烈的冲击和摩擦下,也能保证弯头的粗糙度相对精密。
