


2023货到付款#葫芦岛供水DN1200球墨铸铁管#生产厂家
 <葫芦岛>鹏瑞管业有限公司
<葫芦岛>鹏瑞管业有限公司
型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。4. 孕育孕育是提升铸铁质量的重要环节。经过十多年的努力,我国孕育剂基本实现了系列化和商品化。时下,国内孕育剂主要是硅系和碳硅系。硅系孕育剂熔点低,适合于碳高碳低,硫高硫低的各种铁液,应用广。特殊硅铁的孕育作用强,用量少,引起铁液化学成分的波动小,铸铁质量稳定。覆盖面大的首推FeSi-Ba-Ca,它明显增加共晶团数,抑制灰铁中的D、E型石墨而促进A型石墨的形成,提高球化级别,Ba,尤其是Ba、Ca共存时,抗衰退性好。FeSi-Sr是薄壁发动机零件适用的孕育剂,有很优秀的防白口能力,而不明显增加共晶团数,因此可根除因缩松而招致渗漏的弊病。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和微合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。山东鹏瑞管业有限公司球墨铸铁管

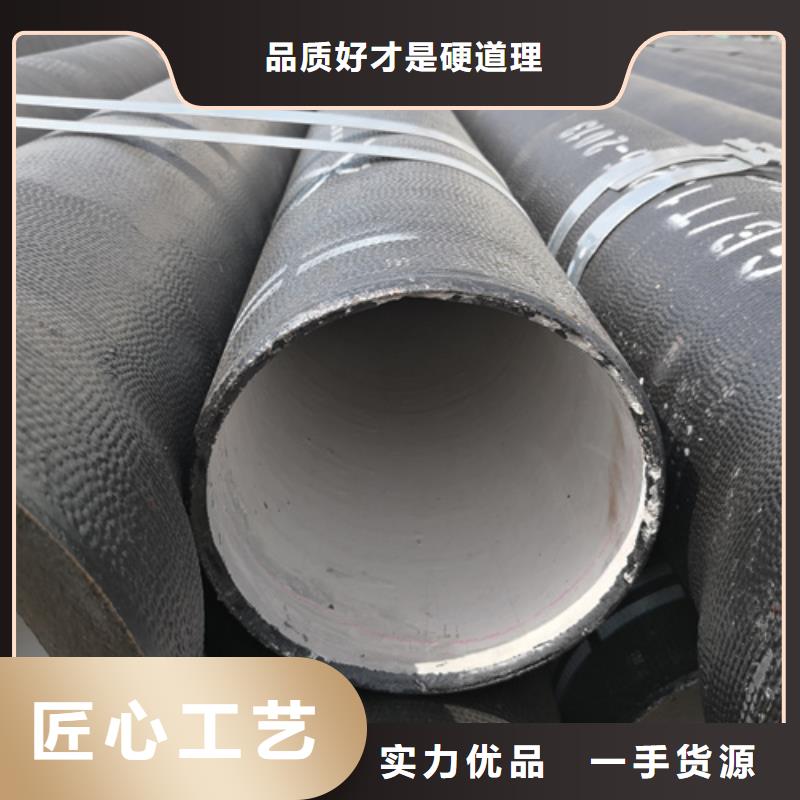
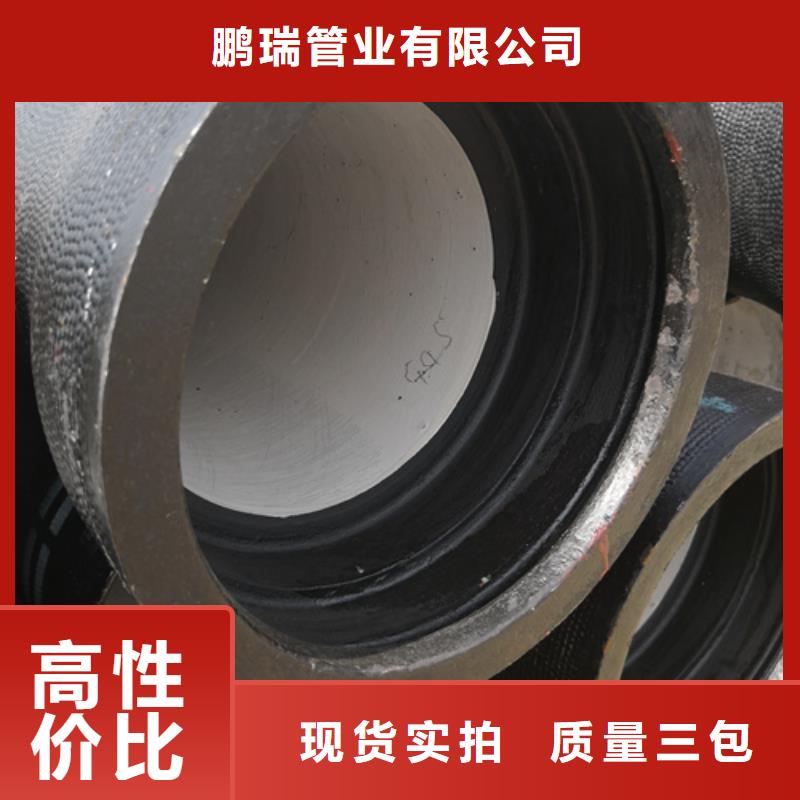
球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。
<葫芦岛>鹏瑞管业有限公司
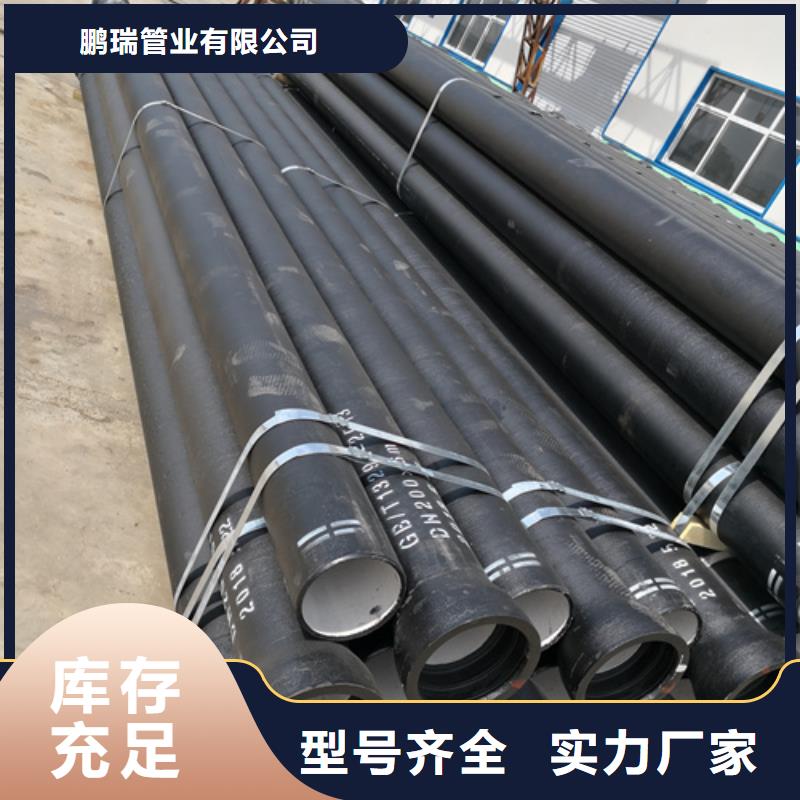
优良的性能是球墨管受欢迎的主要趋势,那我们就了解球墨管吗?对起一些清洁知识知道多少呢?青岛球墨铸铁管厂家就给您详细解释解释吧,首 先,将球墨管承口内的所有杂物清除擦洗干净。将胶圈上的粘着物清擦干净,把胶圈装入承口槽内,并用手沿整个胶圈按压一遍,或用橡 皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。其次,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。,应 按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已 清理的管子部位再次污染。在产品质量不断提升,市场不断扩大的大环境下,我国的球墨管的发展前景非常广阔。国际市场对我国球墨管产品的要求正逐步发展变化,对中国产品的质量、包装、供货期限都会有更高的要求,甚至逐步延伸到生产过程和产品的研发,将产品与环境保护、能源资源、人文环境结合起来。而巨大的市场和中心地位引力,将进一步吸引球墨管跨国公司制造中心向中国转移。
