
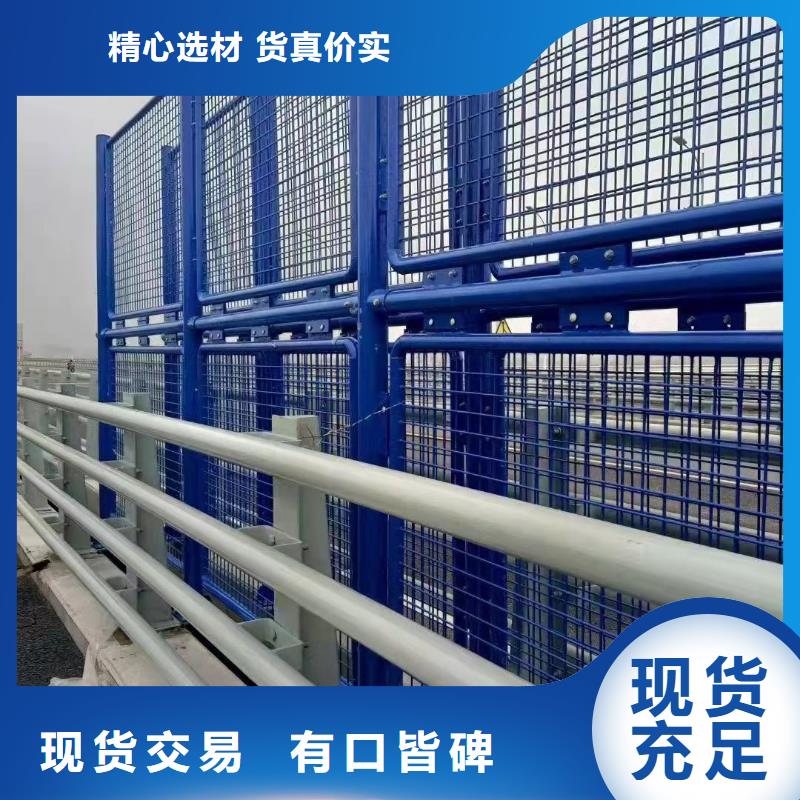






双金属复合管的生产方法有哪些呢? 这里给大家介绍介绍。将装配好的内外管放置在水槽内,将集束 放置在内衬管轴线上,通过 瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,在轴向方向向内收缩,向外扩张的内衬管在水压的作用下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失,复合成形。受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填 时,用量上受到限制。药量大了,瞬间冲击波大,外基管易发生 变形,甚至不安全,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。通常为0.5 MPa左右。由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。为了保证管口整圆,不得不进行二次校正。 不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和栏杆上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。

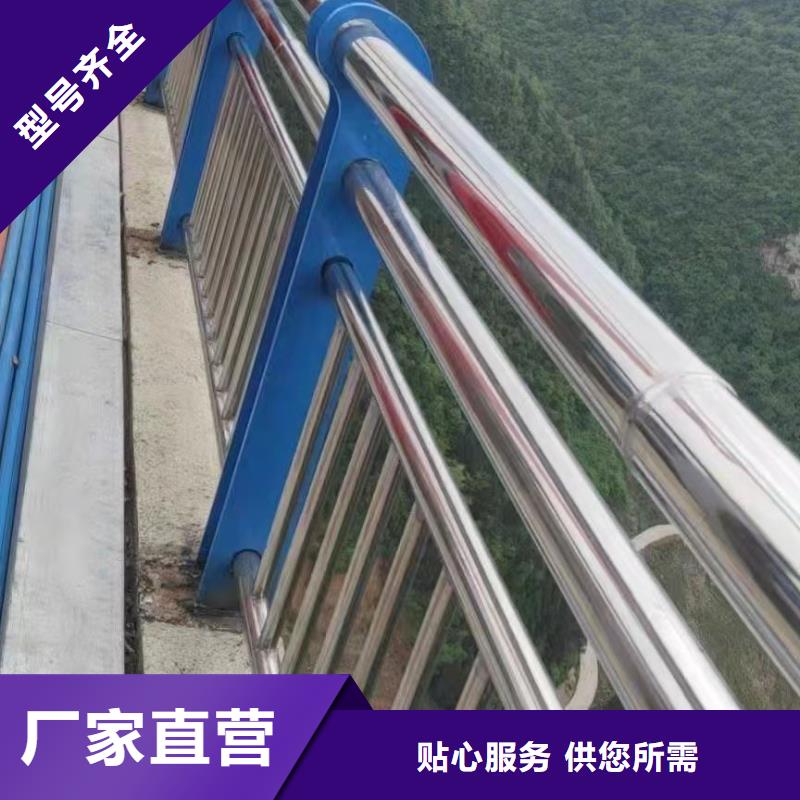
用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的最为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。
购买桥上护栏-现货充足有保障
