
 32/26硅芯管产品规格介绍
<淄博>润星电力管材有限公司
32/26硅芯管产品规格介绍
<淄博>润星电力管材有限公司
淄博PE硅芯管行业门槛低,滥竽充数者多。塑料管道生产企业多以各种聚脂作为生产原料,生产工艺大多都采用挤塑、注塑或者缠绕方式生产,由于现在的塑料管道的生产工艺日趋成熟,技术壁垒很小,生产门槛低,受投机倒把的心态驱使,很多地方军打起简易的工棚、买几台破旧的机器,买一些劣质的化工原料就开始了生产,无工商税务部门许可,采取秘密的地下生产,采用游击作战,由于消费渠道比较明确,不求遍地开花只求抓住一个歼灭一个的心态作祟,也能很快发展,当自己的资金原始积累到一定程度后,才正式注册,但作坊式的管理思维和市场投机的做法将一直贯穿于这个企业的发展过程,这是很多管道企业的发展通病。塑料管道淄博PE硅芯管企业生产历史短。由于 在80年代后期才真正大力推广塑胶管道,很多企业的生产历史只有十几年,生产历史在10年以上的企业就不多,大多都在90年代后期受利益驱使,临阵磨枪,匆忙上阵。

淄博PE硅芯管光纤的接续直接关系到工程的质量和寿命,其关键在于光纤端面的制备。光纤端面平滑,没有毛刺或缺陷,熔接机能够很好地接受确认,并能做出满足工程要求的接头,如果光纤端面不合格,熔接机则拒绝工作,或接出的接头损耗很大,不符合要求。在制作光纤端面过程中,首先在剥出光纤涂覆层时,剥线钳要与光纤轴线垂直,确保剥线钳不刮伤光纤;在切割光纤时,要严格按照规程来操作,使用端面切割刀要做到切割长度准、动作快、用力巧,确保光纤是被崩断的,而不是压断的。在取淄博PE硅芯管光纤的时候,要确保光纤不碰到任何物体,避免端面碰伤,这样做出来的端面才是平滑的、合格的。熔接机是光纤熔接的关键设备,也是一种精密程度很高且价格昂贵的设备。在使用过程中必须严格按照规程来操作,否则可能造成重大损失。特别需要注意的是熔接机的操作程序,热缩管的长度设置应和要求相符。淄博PE硅芯管沿松套管或光缆分支方向进行盘纤,前者适用于所有的接续过程,后者仅适用于主干光缆末端,且为一进多出。分支为小对数光缆,以预留盘中热缩管安放单元为单位盘纤,此规则是根据接续盒内预留盘中某一小安放区域内能够安放的热缩管数目进行盘纤;特殊问题特殊处理,如在接续中出现光分路器等特殊器件时,为安全常另盘操作,以防止挤压引起附加损耗的增加。盘纤时,应根据余留盘大小和光纤长度灵活采用圆、椭圆、“∞”等多种形式盘纤。
现在,多数淄博PE硅芯管均有尺码标记,如果硅芯管道相邻两个人孔之间没有接头且在人孔中能看清楚尺码标记,那么可以按照尺码标记计算出硅芯管长度,但是由于有时采用机械施工,淄博PE硅芯管每公里将增加5~10米拉伸长度。如果已测量出硅芯管准确长度,则增加比例按0.5%考虑。光缆在出厂时,由于生产工艺以及测试,一般光缆出厂长度超出订货长度3~30米,但这一余长随生产厂商不同而不确定,并非一个准确数据,因此,在做光缆配盘时不应考虑。根据高速公路的特点,考虑到通信光缆的安全,目前我国高速公路采用硅芯管作为主干通信管道,通信光缆主线上基本是在埋设于中央分隔带的下面通信管道中进行敷设,遇到大桥或特殊构造物时则敷设于一侧。通信光缆施工的方法主要有三种,气吹法、牵引法及钙装光缆直埋敷设法。目前由于良好的管道条件及吹缆技术比较成熟使高速公路光缆的敷设大多采用气吹法敷设,但对于匝道互通、收费站等场区的淄博PE硅芯管管道距离短、变向大、人手孔多,因此光缆敷设仍采用牵引法施工,对于一些无管道保护的特殊场地的光缆可能采用钙装光缆进行直埋敷设,由于直埋敷设施工工艺与钙装电缆直埋工艺相似,在此不进行叙述。

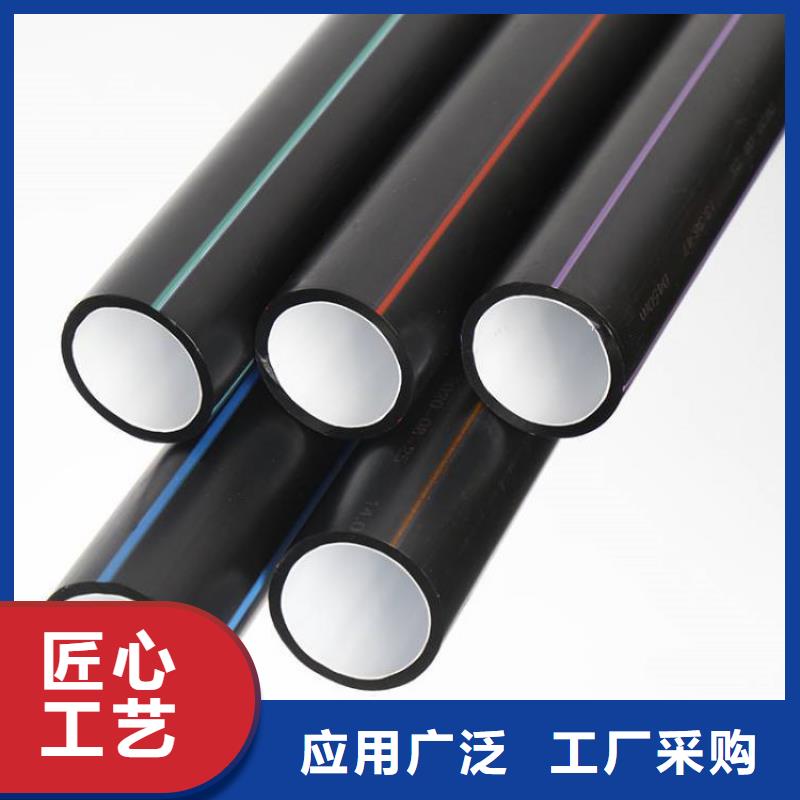
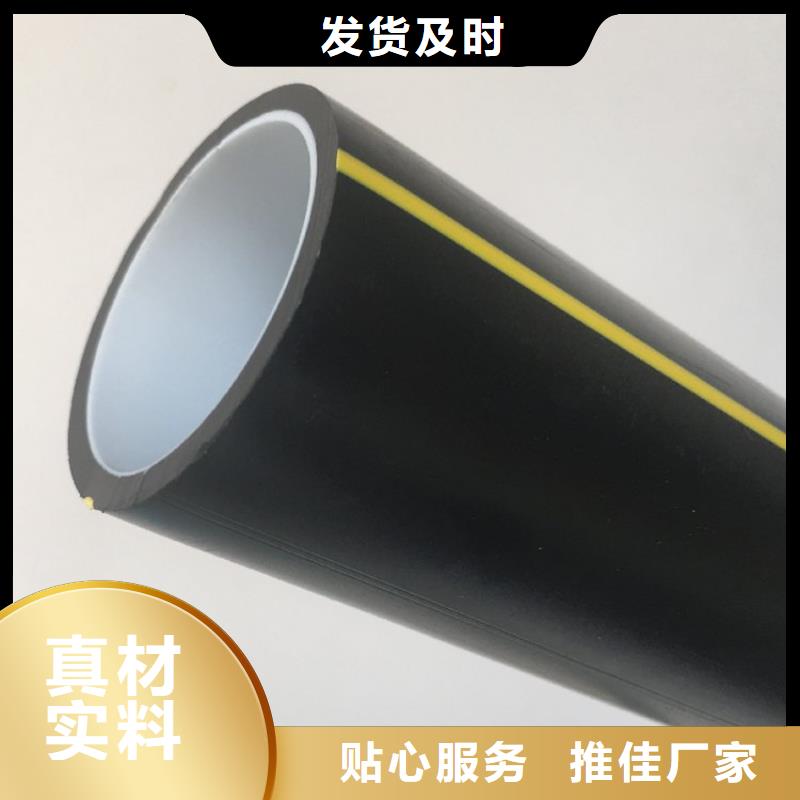
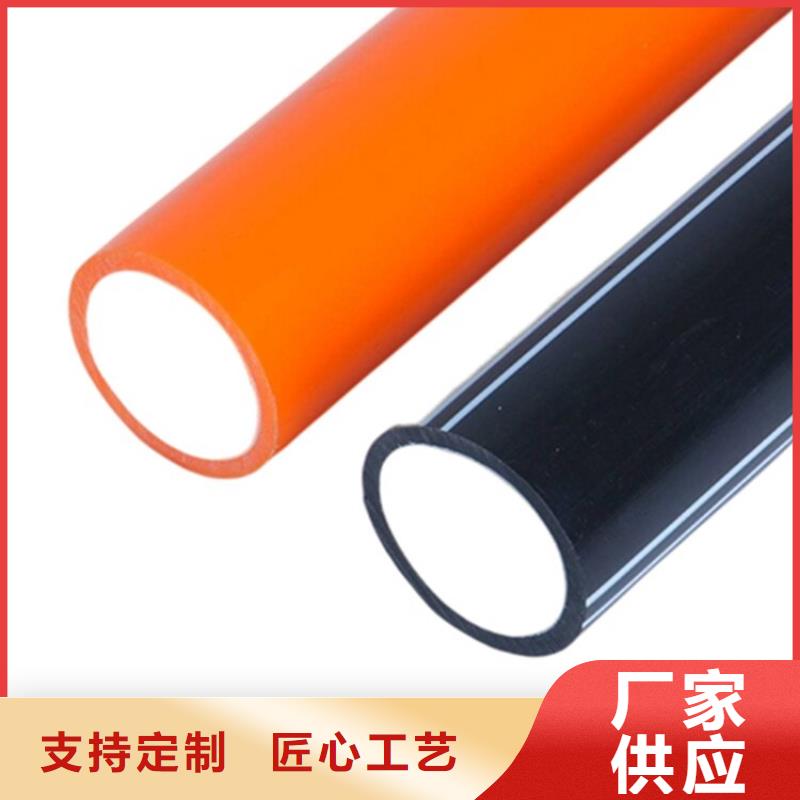
高密度聚乙烯淄博HDPE硅芯管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等。硅芯管色泽应均匀一致。硅芯管管口应光滑平直并与轴向垂直,内外壁熔借紧密。根据检验结果形成现场检验报告。已进厂硅芯管的质量控制注意事项:核对硅芯管材料程式:淄博HDPE硅芯管内径与光缆外径的比值将直接影响到气吹敷缆的长度。常用的管径外径/内径为40/33、50/42、32/26(毫米),检测工具为游标卡尺。淄博HDPE硅芯管色标是在某一纯色为基色的硅芯管管身上镶嵌其它色彩的纵向条纹作为标识,如1×4、2×3、3×2等,通过外观检查色谱色彩鲜度和纵向条纹顺直性。核对硅芯管单盘盘长:应服从工程实际需要和人井设置间隔长度,硅芯管铺设时,在沟内(长距离范围内)会有一定的自然弯曲,因而实际使用的硅芯管长度要比地面长约0.4-0.7%,富余量一般取1.3%,如若忽略该因素,会导致短段和接头数量增加,按此要求编制配盘表并提供给厂方。40/33硅芯管的标准盘长为2000米。
