
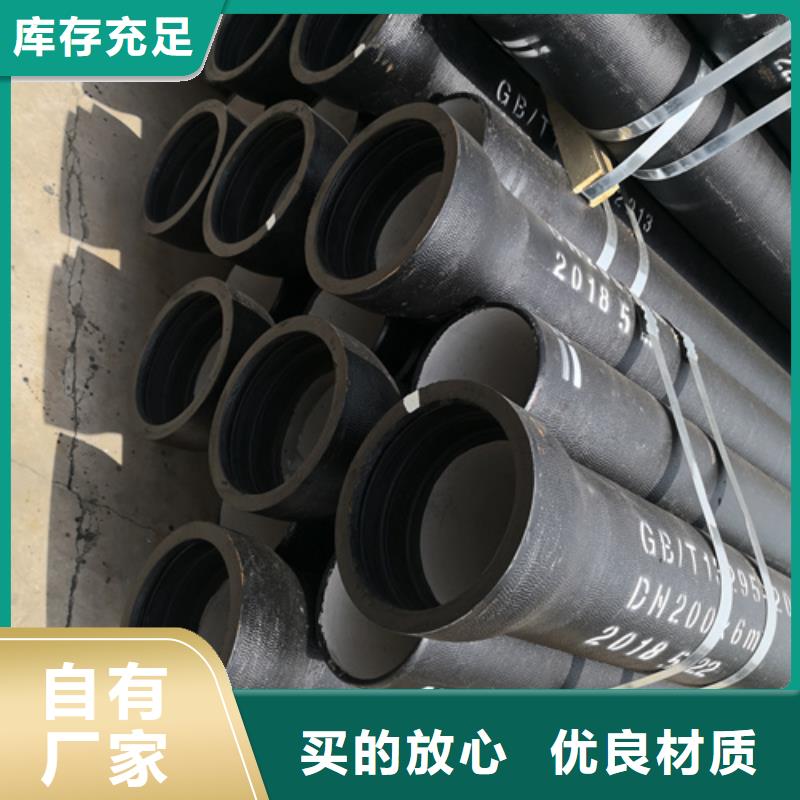


规格技术资料 规格(K9级) 技术参数 备注 DN100-300 水压试验压力 5.0Mpa 抗拉强度≥420 Mpa 屈服强度≥300 Mpa 延的 伸 率 13-18% 硬 度 ≤230HB 涂内衬前,一对每根管子进行水压试验,保压时间15秒。球墨铸铁因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能好。该生产线由优质的的高炉铁水经中频电炉加温、调质、球化、浇铸、退火、喷锌、水压实验、水泥涂衬、防腐等工艺流程的自动化程序,在产品质量、生产效率、生产控制诸方面均具有国内目前先进水平,在市场上有着巨大优势。化工大锅采用先进的铸造工艺,优质达到合金材料和科学合理的配方,具有较强的耐热、耐腐性能。墨铸铁管是使用18号以上的的铸造铁水经添加球化剂后,经过离心球墨铸铁管机的高速离心铸造成的管道,称之为“球墨铸铁管”简称为人球管、球铁管和的球墨铸铁管等。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等具有铁的本质、钢的性能,防腐性能优异、延展性能好,安装简易、主要用于市政、工矿企业给水、输气等。
<池州>鹏瑞管业有限公司 池州定做球墨铸铁管的当地厂家球墨铸铁管气动脱硫后,铁液进入感应炉提温。2. 除渣除渣过程可在包中或感应炉内进行。将除渣剂(聚渣剂)撒于液面即时形成一熔融层,起覆盖和聚渣作用。除渣剂受热膨化,在熔融层中产生许多小孔,起良好的保温作用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。进口的除渣剂,选优质矿源,加工工序有别于一般。该产品撒于液面即迅速散布,覆盖整个液面,除渣能力超卓,用量少,不粘炉衬与浇包,用棍即可将熔融渣层整体挑起,清渣方便彻底,近三年来已开始受国内业界的重视。3. 球化球化处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg(5~6%),低RE(1.5~2.5%)球化剂,亦有的厂仍用Mg8RE3球化剂。
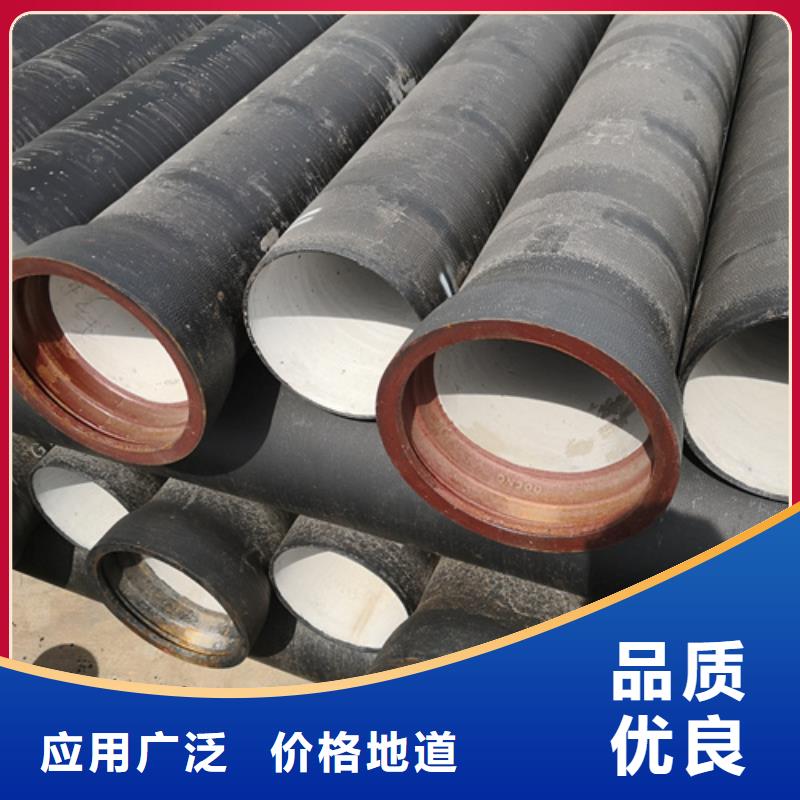
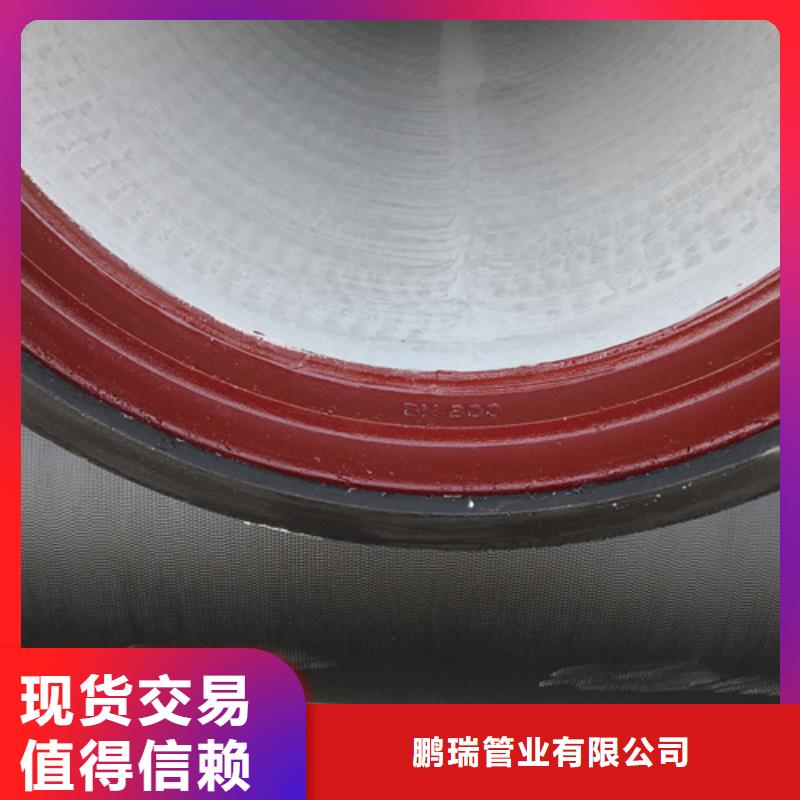
球墨铸铁管他还具有抗外压性,可以降低管床于保护层制作要求,球墨铸铁管使管道铺内设既经济是又可靠;另外,外喷锌、喷沥的青漆、内衬水泥等发措施保证了铸管内、外抗腐蚀性。我公司的喷锌质量,每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化树脂漆。2、球墨铸铁管管材内表面是涂覆水泥沙才浆衬里—执行ISO4179标准,采用水就洗沙、高抗硫水发泥为原料。 3、接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。

