




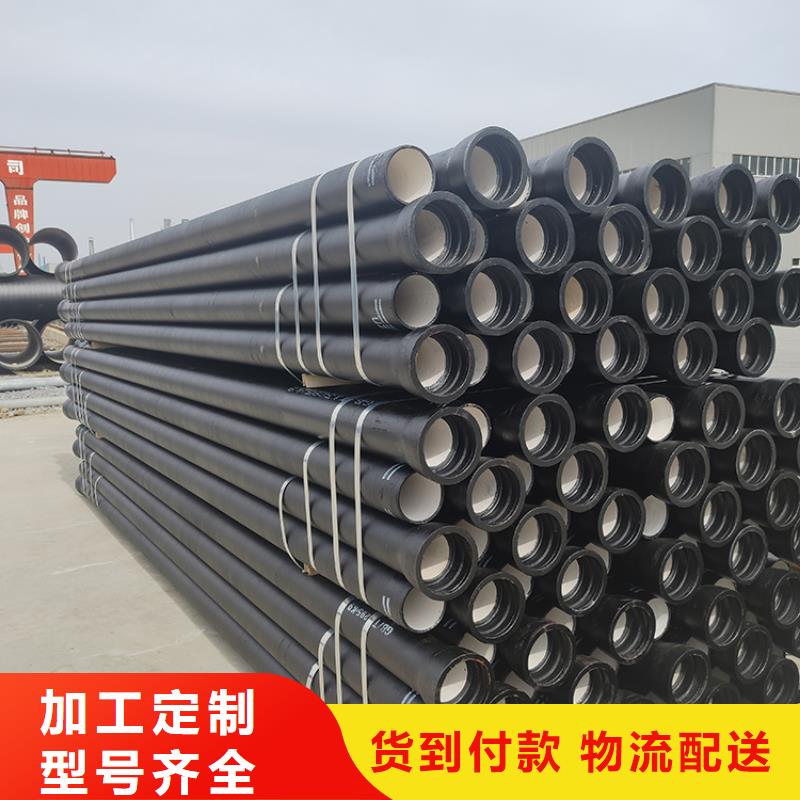
产品细节图

球墨铸铁管环氧树脂喷涂工艺:表面准备:保证喷涂之前管件的表面干净没有油污、润滑油和水分。喷涂前的表面必须至少符合ENISO8501-1规定的等级。抛丸后的管件和配件必须用合适的工具搬运以免弄脏表面。环氧树脂涂层终产品应:——颜色一致,除了允许的唛头——表面和光滑度一致,除了可以接受的修补——没有可看的见的缺陷(针孔、气泡、洲其或者漏点)由于修补或者暴晒而引起的轻微的表面颜色的变化是可以接受的。附着力:环氧树脂涂层的附着力必须平均值达到8pa,小值为6Mpa。涂层厚度:局部厚度小值必须大于200μm,小平均值必须等于或者大于250μm。压痕强度:在48小时后测量压痕深度不能大于开始时涂层厚度的30%。在24h和48h测量的压痕厚度必须小于在0h到24h之间测量的厚度,但不能大于开始厚度的5%。

公司实力

球墨铸铁管的质量同原材料-生铁的成分密切相关。我们精选低磷低硫的生铁,并对每批原材料进行检测,确保碳、磷和硫等元素的含量符合要求。铁水球化铁水中加入球化剂进行球化处理,调整成份以达到工艺要求。铁水质量控制在铁水制备过程中每一环节都要对成分和温度进行严格的控制。每一炉铁水都要经过成份分析,使铁水完全符合离心浇铸的要求。离心浇铸采用水冷金属型工艺和离心机进行浇铸。冲天炉的铁水经电炉升温和球化处理后被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。品质控制浇铸好的球墨铸铁管立刻进行铸造缺陷的表面检测,确保离心浇铸出的球墨铸铁管的质量。退火处理合格的球墨铸铁管随后进入退火炉,经过充分的退火以获得球墨铸铁所需要的金相组织结构。性能检测退火后的球墨铸铁管立刻进行外观检验、硬度试验、金相试验和拉力试验,不符合要求的管子予以报废。称重我们对每根球墨铸铁管进行称重,保证管子的重量符合质量标准要求。修磨我们对从退火炉出来的每根球墨铸铁管进行内外表面缺陷的检验,并且对每根管子的承插口进行打磨和清理。水压试验我们对每根球墨铸铁管进行水压试验,确保管子不渗水。水泥涂衬我们对每根球墨铸铁管的内壁进行水泥涂衬,保证水质不受污染。养生水泥涂衬之后的球墨铸铁管要进行一段时间的养生。喷锌根据用户要求可对每根球墨铸铁管进行外表面喷锌处理。沥青漆喷涂我们对每根球墨铸铁管进行沥青漆外涂,以达到防腐和美观外表的作用。
