



无论您是初次接触还是已经熟悉,我们的数控套丝打磨生产线厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:数控套丝打磨生产线厂家的图文介绍


故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。



锯切套丝打磨价格及报价肇源化挑战于无形,以柔克刚,受我国五千年文化的雷蒙机影响,我国工程机械企业在这方面将会有比较优势。工程机械企业的运营模式也将根据科学技术的发展和环境的变化不断进行创新。
铜仁钢筋头打磨机使用视频
优化供应链管理为客户创价值大化作为高端装备制造业的重要一支,中国矿山机械行业可谓是高歌猛进。以上海世邦为代表的中国企业,正将全球化战略不断推进。而支持如此大规模,定制需求的,除了技术团队,服务网络外,还离不开各种创新管理模式,尤其值得一提的是供应链管理。
端面磨平机给大家介绍一下.,首先由电动机正时针方向旋转,直螺纹滚丝机是为了适应当前建筑业的迅速发展,在搭接处帮附一条长300~500mm的棒材,扭矩值设定范围70~370N.
铜仁钢筋头打磨机使用视频
优化供应链管理为客户创价值大化作为高端装备制造业的重要一支,中国矿山机械行业可谓是高歌猛进。以上海世邦为代表的中国企业,正将全球化战略不断推进。而支持如此大规模,定制需求的,除了技术团队,服务网络外,还离不开各种创新管理模式,尤其值得一提的是供应链管理。
端面磨平机给大家介绍一下.,首先由电动机正时针方向旋转,直螺纹滚丝机是为了适应当前建筑业的迅速发展,在搭接处帮附一条长300~500mm的棒材,扭矩值设定范围70~370N.


建贸机械 有限公司以服务广大 内蒙古鄂尔多斯数控钢筋网排焊机厂家客户为宗旨,面对日渐残酷的竞争市场与逐步完善的 内蒙古鄂尔多斯数控钢筋网排焊机厂家市场机制,对我公司内部各方面进行了调整,优化了公司各部门之间的协同作战及协调能力。采取灵活多变的措施,努力做到适应市场的变化节奏,减少中间环节,提高劳动效率,给客户以真诚、的回报,以答谢新老客户的厚爱。



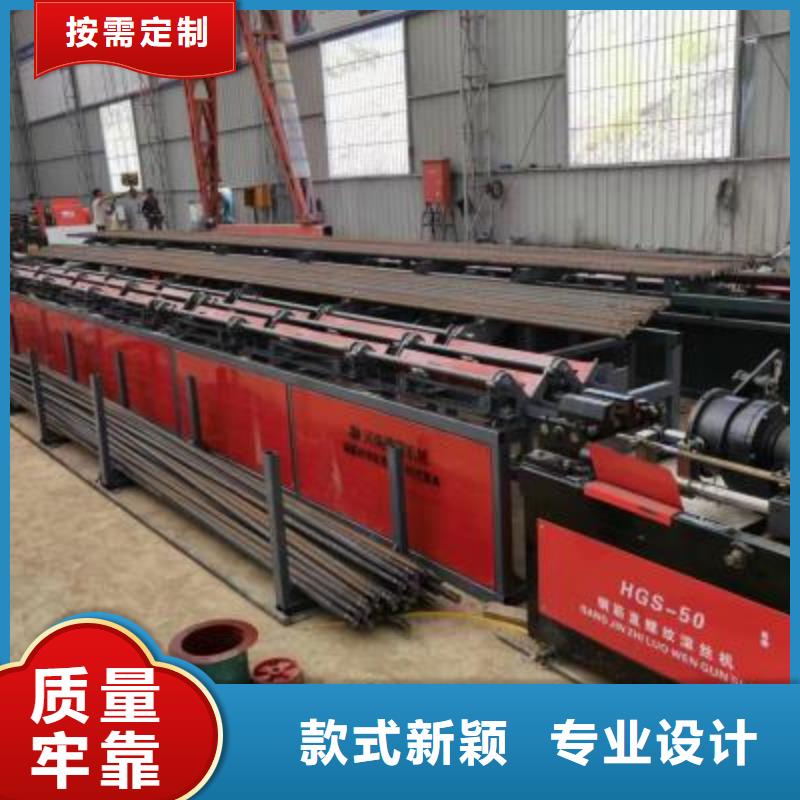
华尔网数控钢筋锯切套丝生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。


系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快锯床加工化、范围扩大化。锯切效率,尤其是厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点
近年来,公司不断加大研发投入和技术创新的力度,产品的更新换代及产品的内外不断,一批科技含量高、社会效益好的产品不断推出,增强了企业的市场竞争力。
导向块结构科学合理,锯条的使用寿命
锯切,精度高
工件采用手动,操作方便
双立柱结构,垂直升降,*性高
※切削速度液压控制,无级调速
※工件*液压*,操作方便
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快锯床加工化、范围扩大化。锯切效率,尤其是厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点
近年来,公司不断加大研发投入和技术创新的力度,产品的更新换代及产品的内外不断,一批科技含量高、社会效益好的产品不断推出,增强了企业的市场竞争力。
导向块结构科学合理,锯条的使用寿命
锯切,精度高
工件采用手动,操作方便
双立柱结构,垂直升降,*性高
※切削速度液压控制,无级调速
※工件*液压*,操作方便



