


为了展现生产不锈钢护栏的厂家产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:生产不锈钢护栏的厂家的图文介绍

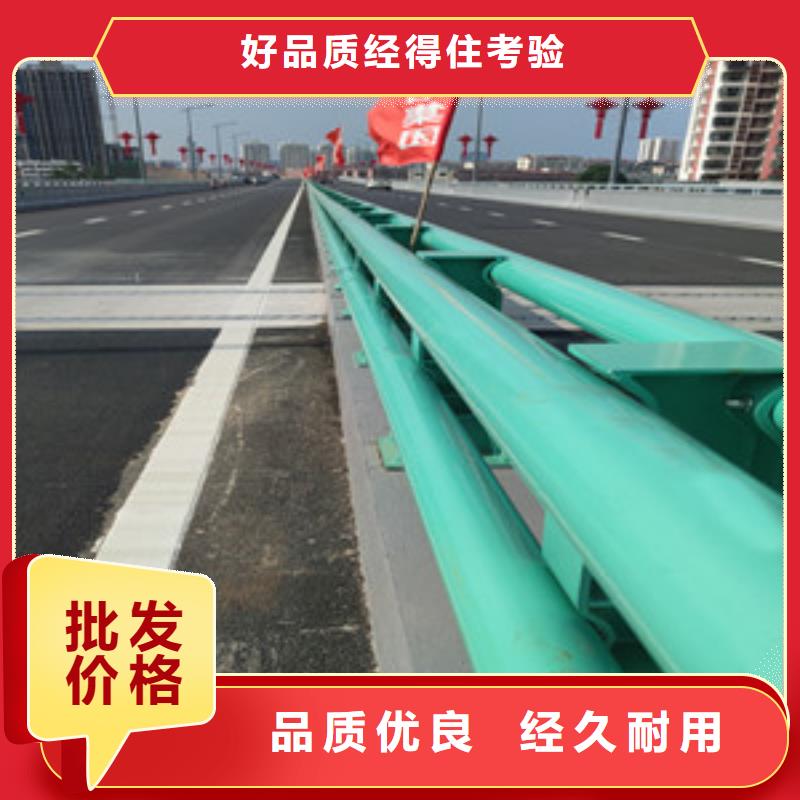
在安装道路护栏时有以下需要注意的事项: 在安装高道路护栏时按填方高度、边坡坡度、被保护物情况等布设。通过护栏的整体防护及使车辆正确导向,保证碰撞车辆车内乘员的一种综合性能。布设前应熟悉沿线的路线、桥涵设计情况,并予以加以考虑;通常在大、中桥上一般用混凝土墙式护栏,其与道路护栏连接时有一个刚柔过渡的过程,应预以重视。道路此时要采加强型,并与墙式护栏牢固连接。
1.护栏运送到目的地后,人工轻轻卸车,防止塑层磕碰脱落,施工时,将立柱按照安装要求分散开来。
2.钢立柱间距3m,如地形起伏大时可适当缩短间距,围栏底线距地面高度10厘米左右,钢立柱埋深30cm,网围栏松紧度人用力下压小于30cm为宜。(详见护栏结构图)。
3.预埋基坑规格:底座长40cm、宽50cm、高50cm,地下根基用石料灌浆,不得小于40厘米。底座砌砖,水泥罩面。
4.立柱安装时,用水平尺测量垂直度,上下双横线保证上下平行。 检查立柱,是否都已完成浇筑工序。
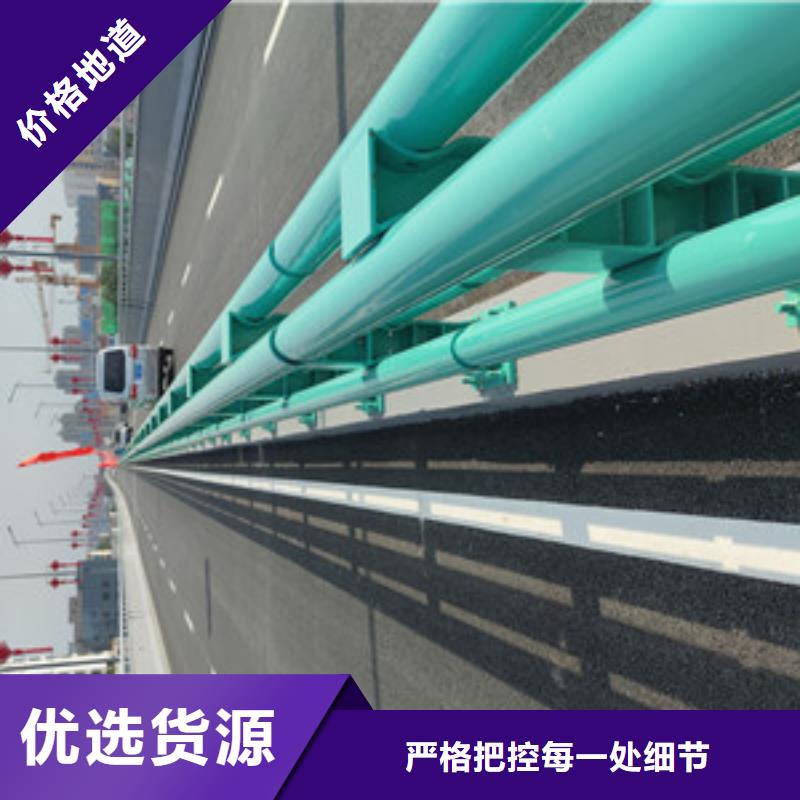
1.护栏运送到目的地后,人工轻轻卸车,防止塑层磕碰脱落,施工时,将立柱按照安装要求分散开来。
2.钢立柱间距3m,如地形起伏大时可适当缩短间距,围栏底线距地面高度10厘米左右,钢立柱埋深30cm,网围栏松紧度人用力下压小于30cm为宜。(详见护栏结构图)。
3.预埋基坑规格:底座长40cm、宽50cm、高50cm,地下根基用石料灌浆,不得小于40厘米。底座砌砖,水泥罩面。
4.立柱安装时,用水平尺测量垂直度,上下双横线保证上下平行。 检查立柱,是否都已完成浇筑工序。


不锈钢复合管是不锈钢产品中的重要的一种类型,同时又是复合管的一种,它是兼具着两种性质的特征,是更加的稳定和实用的一种类型。不锈钢复合管的制作是比较麻烦的,一般是经过很多的步骤才能够获得成功的,其中不锈钢复合管的焊接是为麻烦的一种,在进行操作的时候需要格外注意。那么不锈钢复合管在焊接的时候要注意什么呢?
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。不锈钢复合管是不锈钢产品的一个比较重要的类型,对于不锈钢复合管的质量要求是比较高的,它尤其是在各种的工程上是发挥着比较重要的作用的,不锈钢复合管属于一种新型的复合管的类型,对于相关的焊接的技术是有着比较大的要求的,必须要进行焊接的质量过关才可以,要不然的话不锈钢复合管就会在使用的时候受到影响,对于焊接的技术以及焊接的师傅的要求也是比较高的,因此厂家在进行设计和生产的时候也是比较关注这个环节的。
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。不锈钢复合管是不锈钢产品的一个比较重要的类型,对于不锈钢复合管的质量要求是比较高的,它尤其是在各种的工程上是发挥着比较重要的作用的,不锈钢复合管属于一种新型的复合管的类型,对于相关的焊接的技术是有着比较大的要求的,必须要进行焊接的质量过关才可以,要不然的话不锈钢复合管就会在使用的时候受到影响,对于焊接的技术以及焊接的师傅的要求也是比较高的,因此厂家在进行设计和生产的时候也是比较关注这个环节的。



