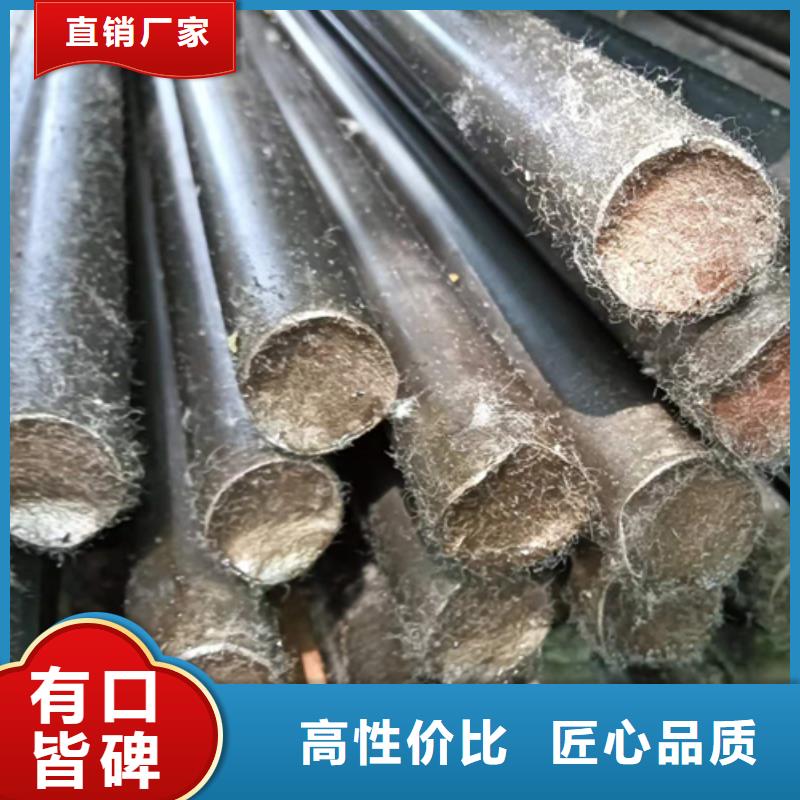

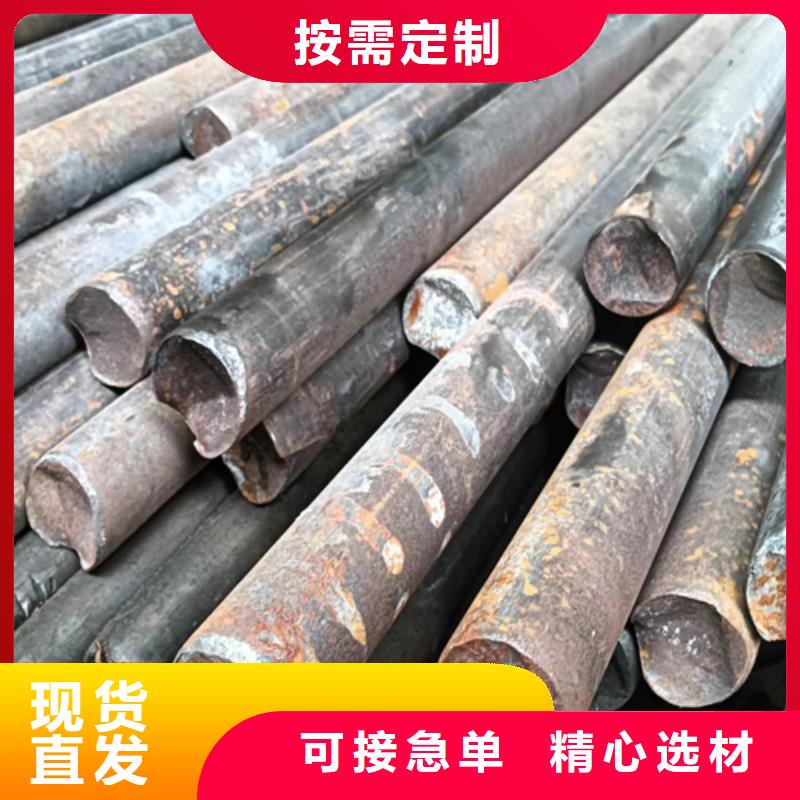

冷拔圆钢其实就是通过冷拔的工艺进行生产设计,加工的工艺都是十分的先进,使用性能。随着各行业在不断得到发展,这样的扁钢使用范围都是十分的广泛,可以在很多行业领域上使用,在不同的行业领域中所发挥的作用非常的大,山东鑫泽在工业行业上发挥着非常大的作用。冷拔扁钢采用的基本上都是材料进行制作,生产出来的产品使用效果都是非常的明显,使用特性也是非常的好,越来越多的行业领域都很喜欢。山东鑫泽冷拔圆钢相比较其他类型的产品具有优势,产品的表面比较光洁,工艺中采用的都是相应的工序,确保钢材表面光洁,表面的质量比较好,产品的规格比较特殊,厚度,长度以及宽度都是有要求,山东鑫泽产品的规格档距比较密,可以很好的满足用户的需求。这样的钢材有很多类型,根据不同的制作方式可以将其包括低合金的结构钢以及压力容器用钢等等,按照不同的使用途径可以将其分为农机的用钢以及热轧钢等等类型。
哈尔滨Q355冷拔光亮圆钢厂家
冷拉冷拔圆钢轧裂状况:1、冷拉冷拔圆钢钢热轧轧裂部位各自距热轧带钢头顶部38、118m处,关键坐落于热轧带钢中间。2、由轧裂的大孔眼外貌推断,裂开起起源于热轧带钢总宽的中间,其缘故是冷轧全过程中冷轧力及剪切应力导致裂开拉申而产生显著的宏观经济大孔眼外貌。3、q345d园钢钢在冷扎加工过程终断带的断口表层光滑,断口前后左右末见显著表层缺点。4、而对断口外部经济外貌开展观查,由此可见典型性韧窝状韧性断裂外貌,另外断口展现分糜棱岩,管理中心韧窝很大,近表层处韧窝变小,裂痕展现以管理中心断口主导的散发拓展型破裂外貌,管理中心处断口深层较深,从而推断此断带的层次外貌与管理中心缩松状况息息相关。冷拉圆钢根本原因:1、在透射电镜下观查q345d园钢钢热轧轧裂缺点外貌,断口中间由此可见显著裂痕。2、对冷拉圆钢钢热轧轧裂裂痕以及尾端进一步观查发觉,裂痕周边存有显著的空气氧化质点,裂痕尾端存有沿晶内裂痕,裂痕周边展现详细的不规则图形铁素体外貌。3、裂痕周边35um内的空气氧化质点特性与轧钢坯的初始缺点息息相关,轧钢坯在热处理炉内长期加温导致了裂痕周边的原素被氧化,产生偏厚的空气氧化质点层,此缺点基因遗传至终的热卷中。4、剖析发觉在薄厚管理中心及1/3处均存有显著的裂痕及空气氧化带,裂痕周边一样存有空气氧化质点。此破裂卷整捆均存有不一样水平的内裂痕状况,裂痕关键存有于板卷中间周边,展现持续全线贯通的外貌,轧裂风险性较高。
<哈尔滨>鑫泽金属制品有限公司
冷拔圆钢方钢扁钢六角钢异型钢是利用冷挤压技术,通过的模具,拉出各类高精度、表面光滑的圆钢、方钢、扁钢、六角钢及其它异型钢。冷拔圆钢方钢扁钢六角钢异型钢是在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的。【冷拉控制】1)冷拉应力控制的情况对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,冷拉率超过了规范规定值,还要再进行机械能实验。2)冷拉率测定控制要求以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。3)不同炉批的冷拉控制对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。4)冷拉速度控制要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间5)冷拉控制方法冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的钢筋,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根钢筋冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种钢筋要降低强度使用。对于预应力钢筋必须采用双控方法。【应用范围】机械设备:木工机械、陶瓷机械、造纸机械、玻璃机械、食品机械、建筑机械、塑料机械、纺织机械、千斤顶、液压机等电器产品部件:电机轴、风扇轴、缝纫机轴等;家具:特别是出口金属家具,如茶几、椅子、户外家具;金属器具:园林工具、烧烤炉网架、螺丝、防盗锁等;小五金零配件:如导轨、机键、螺母、螺丝、圆钉、六角钉、八角钉以及各种不同规格标准件等;汽车、摩托车零配件等。
哈尔滨Q355冷拔光亮圆钢厂家
焊割技术专业生产制造的冷拉冷拔圆钢与手工制作焊条及实芯焊条還是有挺大不一样的,能够从下列五个层面看来,实际以下:(1)生产率与手工制作焊条对比,因为冷拉圆钢选用了持续焊接方式,因而生产制造率;与实芯焊条对比,因为冷拉圆钢电焊焊接溅出少、焊接成型好,因此降低了溅出与刃磨焊接表层的時间。(2)对冷拉圆钢的适应能力与实芯焊条对比,因为冷拉圆钢一般是根据高韧性衔接铝合金原素,因而能够像手工制作焊丝那般便捷地从秘方中调节铝合金成份,以融入被焊冷拉圆钢的规定。而实芯焊条每调节一次铝合金成份,就需要再次冶炼厂,其工艺流程多,难操纵,因而无法考虑使用量少而种类多的规定。并且有的碳素钢实芯焊条拉拨特性差,没办法拉拨成所需的焊条。这时耐磨损药芯焊丝更显其与众不同之优势。(3)职工实际操作规定冷拉圆钢对职工的实际操作水准规定低:与手工制作焊条比,省掉了往下运条的实际操作;与实芯焊条比,其电流量、工作电压融入范畴宽。(4)应用成本费与手工制作焊条及实芯焊条对比,冷拉圆钢自身的价钱很高。但针对知名企业而言,应用冷拉圆钢后,生产周期减少且焊接品质非常容易确保,因此产生的综合性经济效益是很高的。(5)抗潮性一般的喷焊药芯焊丝因为其生产制造方式的管束,在其钢皮的侧面有一条持续的间隙。因此冷拉圆钢在开启包裝以后的闲置時间不可以过长,防止受潮过多而危害电焊焊接品质。
