




螺纹钢的规格要求应在进出口贸易合同中列明。一般应包括标准的牌号(种类代号 )、钢筋的公称直径、公称重量(质量)、规定长度及上述指标的允差值等各项。我国标准推荐公称直径为6、8、10、12、16、20、25、32、40、50mm的螺纹钢系列。供货长度分定尺和倍尺二种。我国出口螺纹钢定尺选择范围为6~12m,日本产螺纹钢定尺选择范围为3.5~10m;国产内销螺纹钢材若合同中无注明要求时,通常定尺为9m、12m两个长度。表面质量。有关标准中对螺纹钢的表面质量作了规定,要求端头应切得平直,表面不得有裂缝、结疤和折叠,不得存在使用上有害的缺陷等。外形尺寸偏差允许值。螺纹钢的弯曲度及钢筋几何形状的要求在有关标准中作了规定。
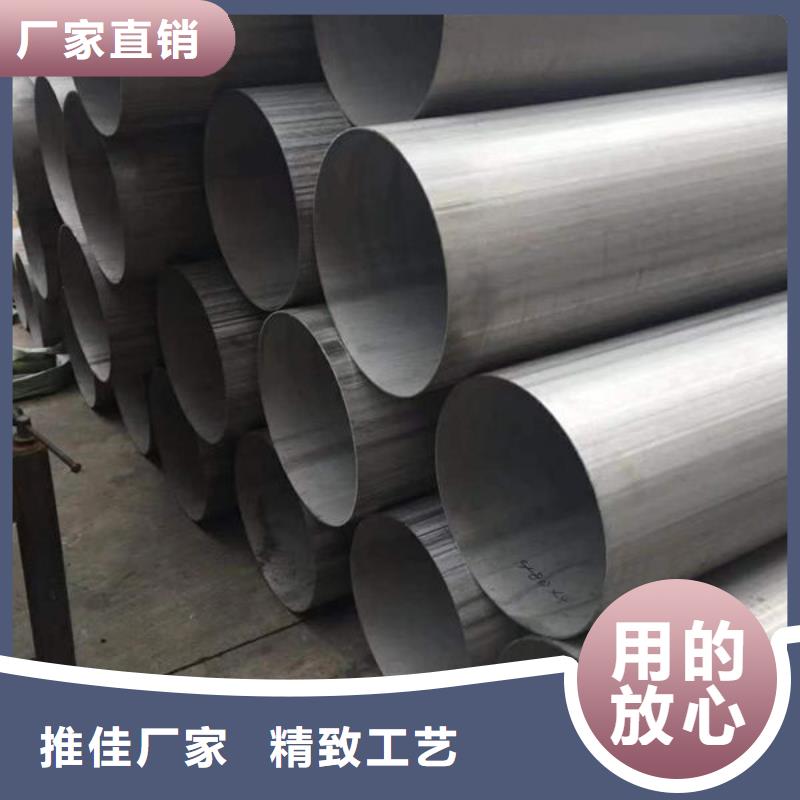
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
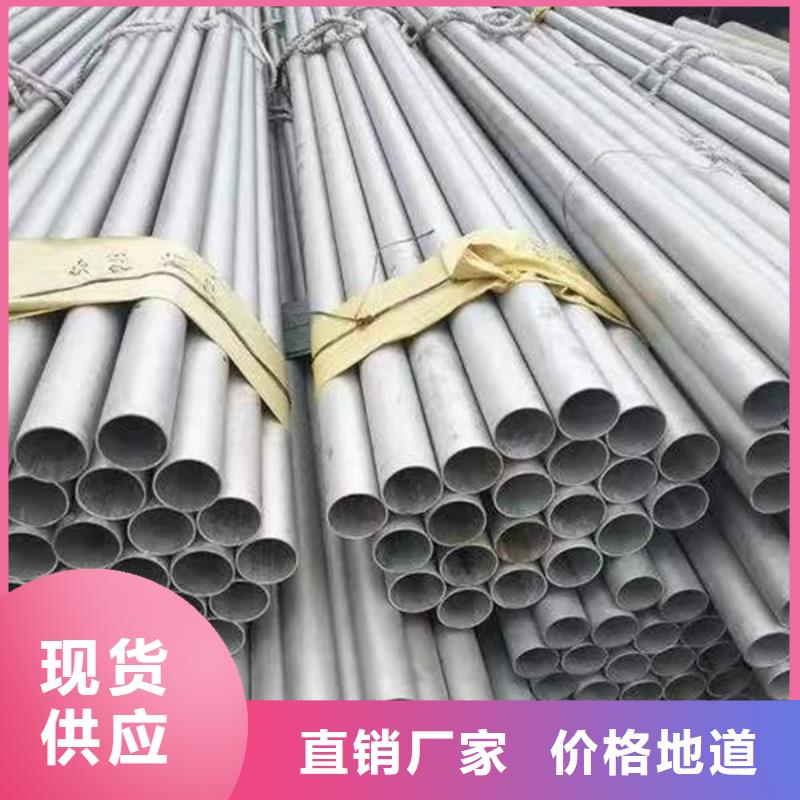
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行100%的检查。8. X射线检查:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
普通碳素钢材相对于其他钢材来讲,在强度、刚度、成本和耐久性等方面都具有较好的性能,而且其熔点也较 高。普通碳素钢的提炼方法已经非常成熟,技术稳定,所 以在汽车、航空等多种领域得到了广泛的使用。但是由于 普通碳素钢的刚性较强,缺乏抗变形的能力,这就使得对 其进行加工的过程中难度比较大,不利于轧制成型。另一 方面,因为普通碳素钢在进行轧制的工艺时,容易受到温 度等方面的影响。对于数量较小、种类较多的线材,其加 工的难度就比较大,成本也相应的会得到大幅度的提升。因此,在现有的工艺当中,如何对普通碳素钢线材的工艺 进行提升和优化,以满足不同产品的需求,提高普通碳素 钢的加工水平是非常重要的,也是非常具有意义的,也拓 展了轧制机的发展。现有比较常用的机组的工 业进行分析,其轧制的钢件具有非常好的均匀压缩性。有 效的改善了高速线材的塑性特点,改良了其加工难度大的 缺点,这样对于普通碳素钢的轧制过程具有重要的意义。其轧制的钢材在精度和均匀程度上都有了较大的提升。通 过对普通碳素钢进行加工,能够有效的提升该产品的工 艺,从而生产性能优质的产品在高速线材。在轧制过程中, 主要受到初轧、精轧和吐丝温度的影响。
