



需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件。
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
六、轴承损坏或磨损过大,定子和转子是不是设备不良。电动机风道阻塞,电动机内外积尘和油污太多,电动机电扇疑问等。
七、定子绕组匝间或相间短路或接地,使电流增大,调损添加而过热。若毛病不严峻,只需从头加包绝缘,严峻的应替换绕组。定子一相绕组断路或并联绕组中某一支路断线,导致三相电流不平衡而使绕组过热。应查看三相电流,并当即切除电源,找出断路点并从头结好。笼型转子断条或绕线转子线圈接头松脱,导致维修网电流过大而发热。可对铜条转子作焊补或替换,对铸铝转子应替换转子。

数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。
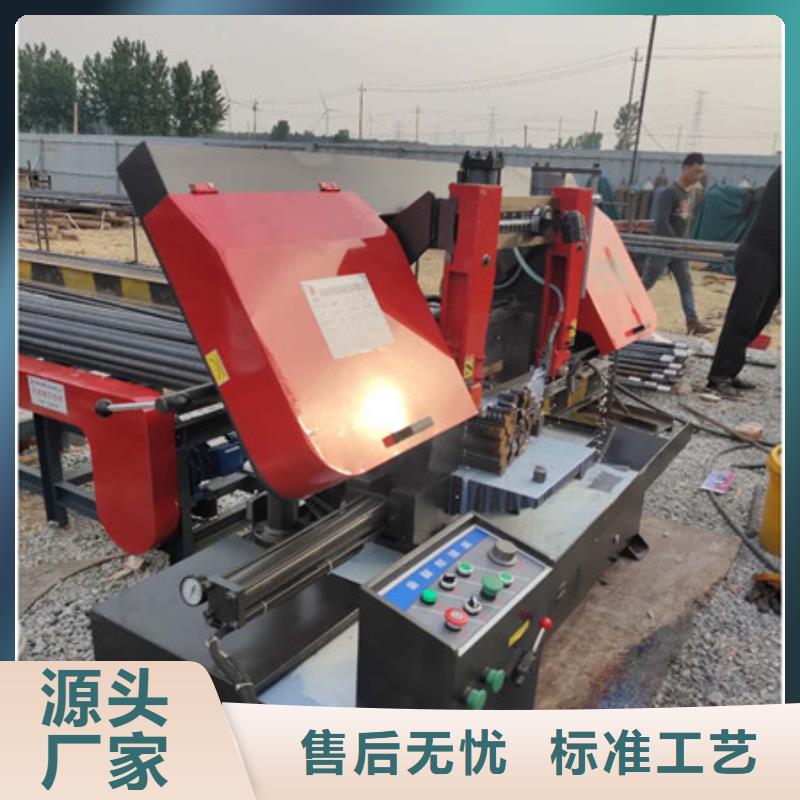
金属带锯床的分类:
根据结构分为卧式金属带锯床、立式金属带锯床、卧式又分为剪刀式、双立柱、单立柱式带锯床; 根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型; 根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割); 根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。

人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
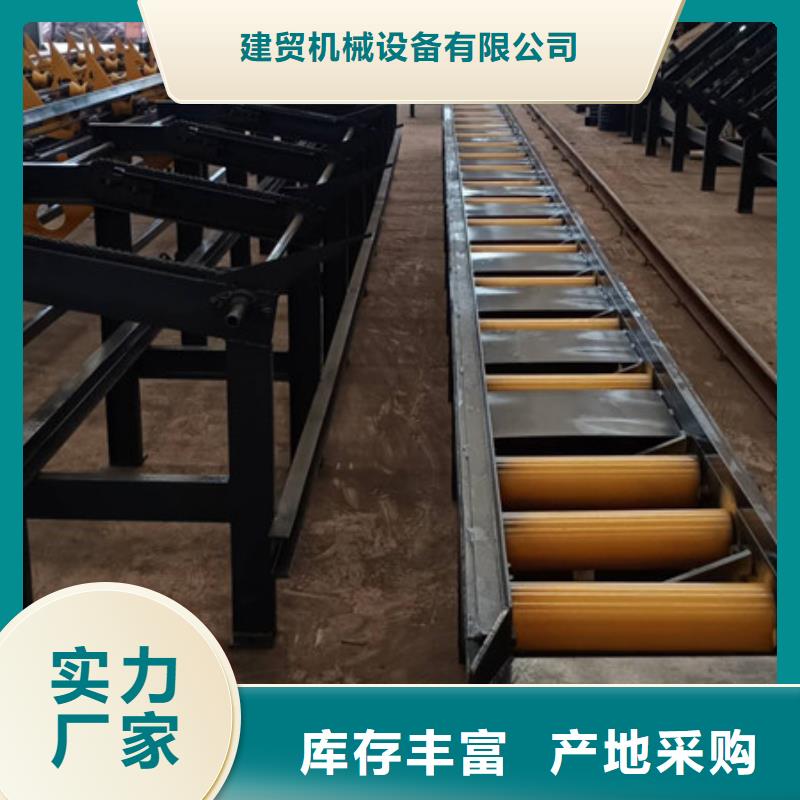
机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
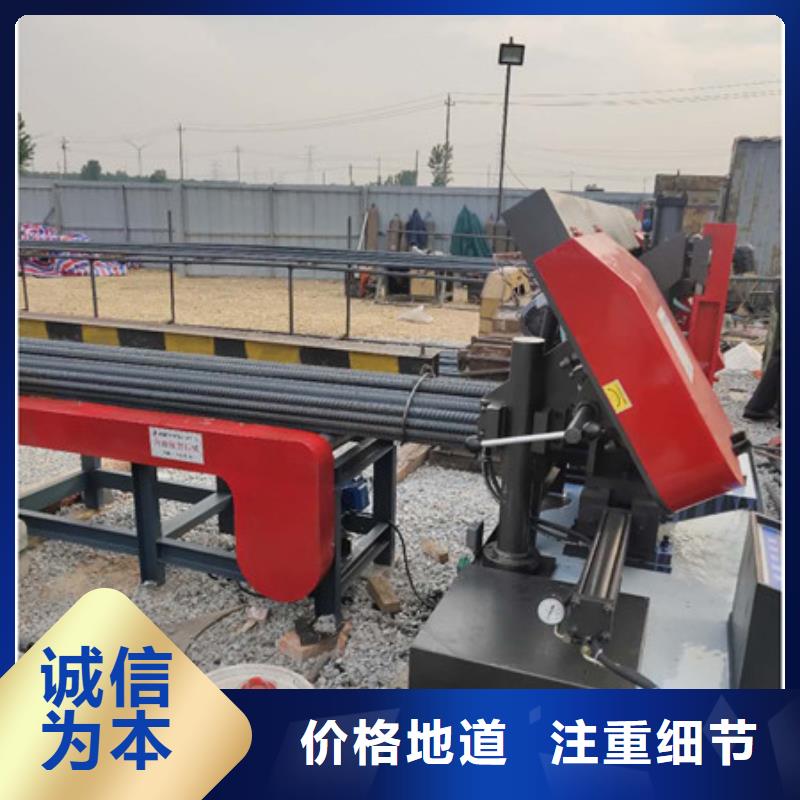
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。
齐齐哈尔价格合理的金属带锯床基地 jmc
主要技术参数 GB4230 GB4240 GB4250
***锯切能力(mm) 300-300*300 400-400*400 500-500*500
主电机功率(kw) 2.2 4.0 4.0
液压电机功率(kw) 0.42 0.75 0.75
锯带速度(m/min) 40/60/80 40/60/80 40/60/80
机床外形尺寸(mm) 2200*1150*1550 2800*1300*1800
工作方式 液压 液压 液压
机床重量(kg) 680
没有配自动翻料架,随着人工成本的上升,配上自动翻料架的轻型圆锯机通常会有一定的市场。中国自行车车料厂、健身器材厂等企业有几百家,主要集中在苏南城区、天津市区,那一些企业都适合采用带翻料架的全自动圆锯机从下往上的锯切的圆锯机 的圆锯机都是从上往下切的。
带锯床安装锯条说简单也简单说复杂也复杂。下面我们来说一些关于带锯条安装的事情。带锯条的安装,首先分清楚规格型号的匹配;其次要能够知道各项正常参数或者状态;还要能及时的发现问题。
很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。
