





依据的法规标准
序号 法规标准名称 适用章节
1 GB 12266-90《机械加工设备一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金属切削机床防护通用条件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《机械防护装置、固定式和活动式防护设计与制造一般要求》 6
4 GB 16454-2008《金属锯床 防护技术条件》 6
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。

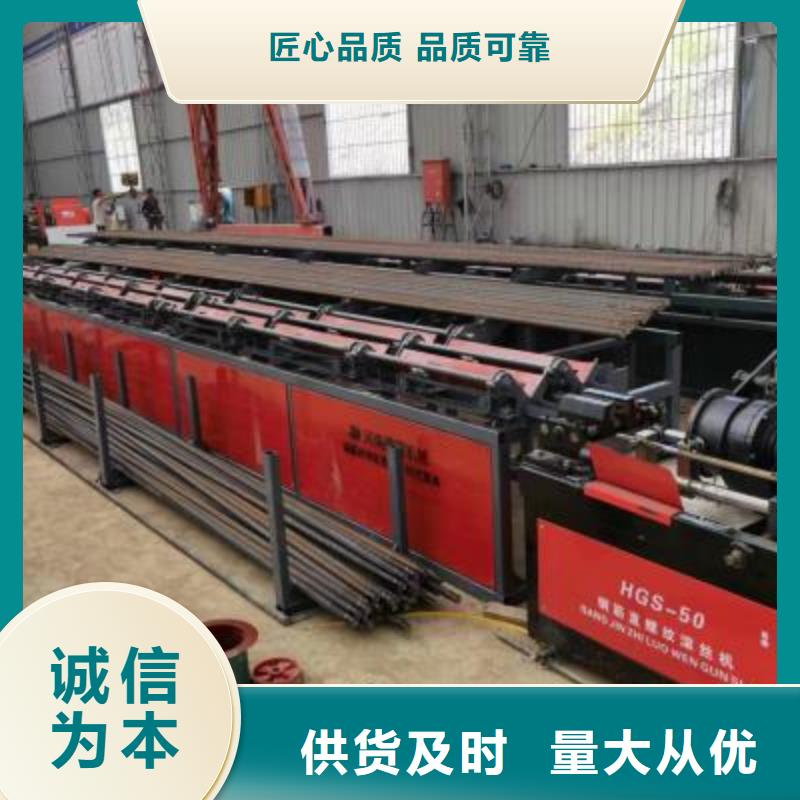
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。

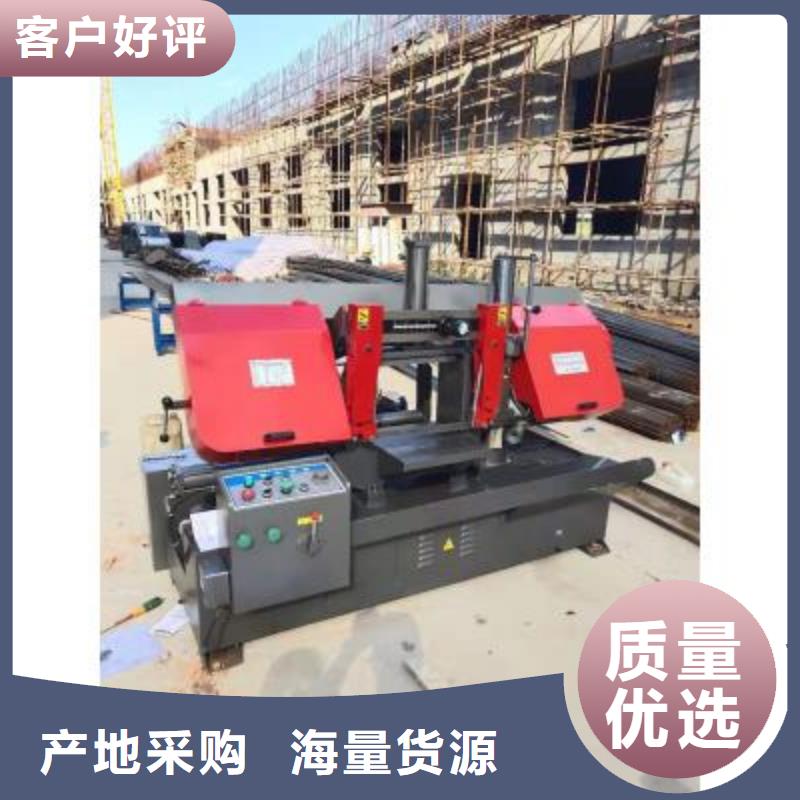
滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。缝隙。

