



3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。


液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。



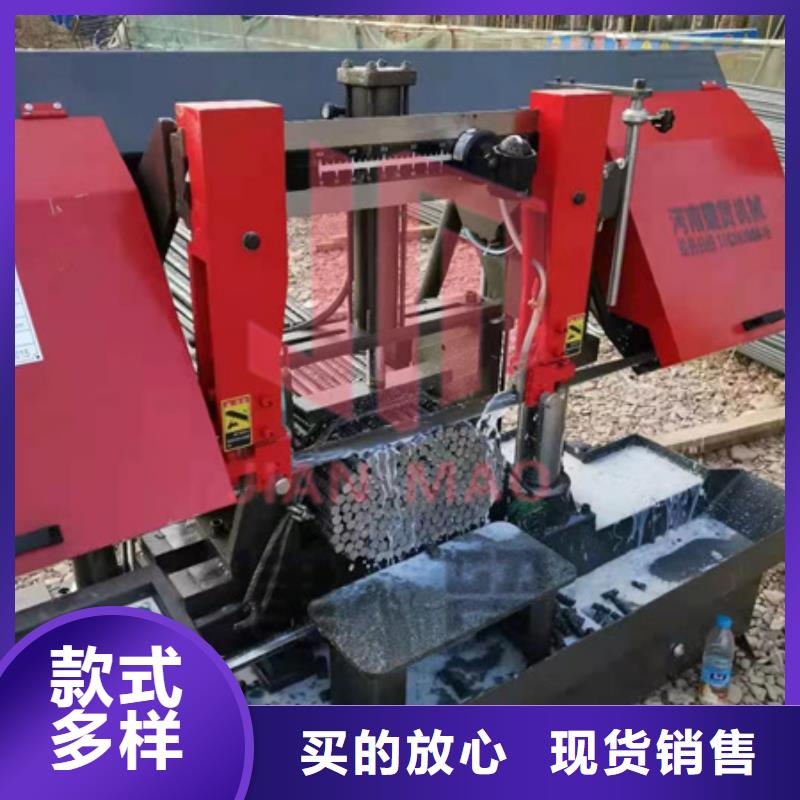
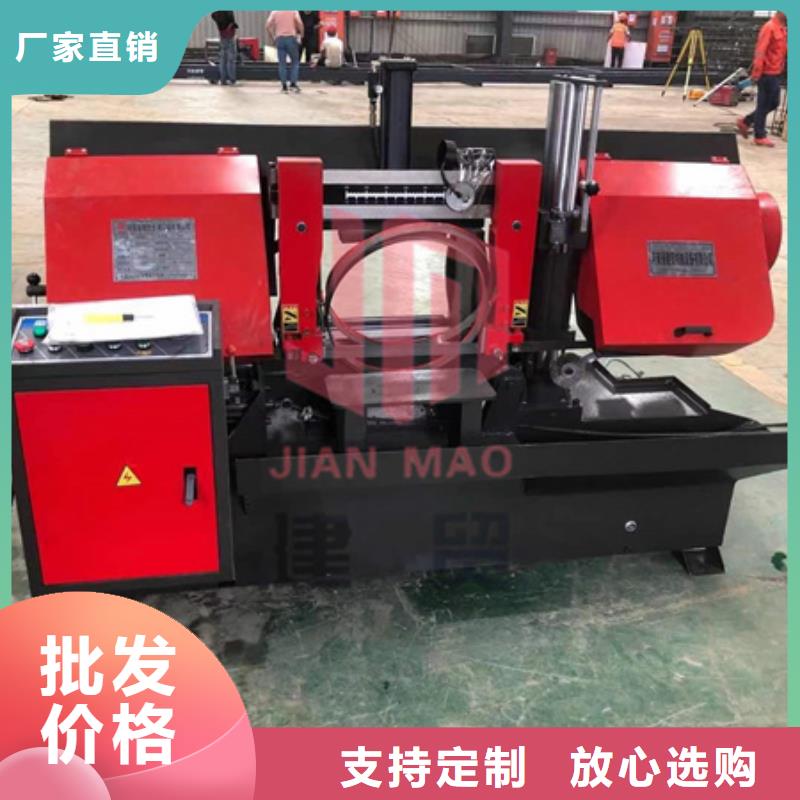
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床


检查齿轮箱和液压箱油表位置,是否需要添加齿轮油150#,液压油32#,5,调速阀的检查,检查锯带张力调整阀,选择适当的锯切压力,高速钢锯带的张力为55klbs/in2,6,锯带位置的检查,检查确认锯带在主。
既可长时间确保研磨的精度;必须动到的调整杆或钮,都做了合理的排列,让操作员可以轻松的调整锯齿的切削角、背隙角、齿深等;本机由一个控制钮调整相邻的锯齿高低差,因而得出C型高低差齿型;依据片厚的变化,可以快速的调整,且由一只量表读出所调整的厚度;本产品机头可调摆上,或调摆下,在不必要更换砂轮的情况下研磨倒角工作;本产品进给推抓,末端焊有碳化钨片陶瓷磨损,推臂经过改良设计确保进给确实



建贸机械设备有限公司专注(浙江舟山) 本地 浙江舟山五机头钢筋弯箍机行业多余年,公司自成立以来以实力占领市场、以诚信争取客户、以口碑树立信誉,从而使公司不断成长壮大社会知名度不断提高,在同行业中占有重要地位。
经营理念
我们公司一直以来都秉承“诚信为本用心服务”的合作经营理念,与客户一起携手并进,坚持不懈的努力、树立开放思维,设立合作共赢战略,整合公司所有的可利用资源为合作伙伴提供更多的支持和帮助,与合作伙伴共同分享市场成功营销经验及市场策略,让客户获得更多、更大的市场资源,从而实现合作共赢!
在未来,我们将继续努力,以不断创新为核心,加强人员队伍的建设,结合各资源,把公司的品牌推向!
