








聊城铸铁闸门的安装是个不可掉以轻心的环节
随着人们对水利事业的重视,如今各地在水利设备投入上也不惜豪投重金,一大批技术水平的聊城铸铁闸门的使用就是 的说明,这对于解决有些地方水资源分布不均是有积极意义的,而我公司则针对用户在该产品的安装上常识的了解不足而推出了系列措施。
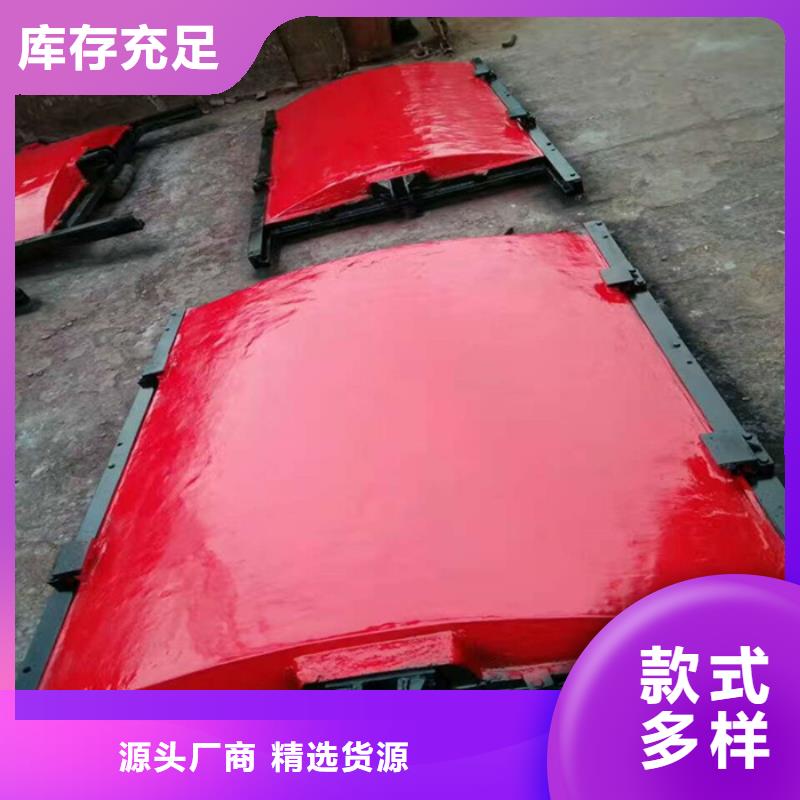
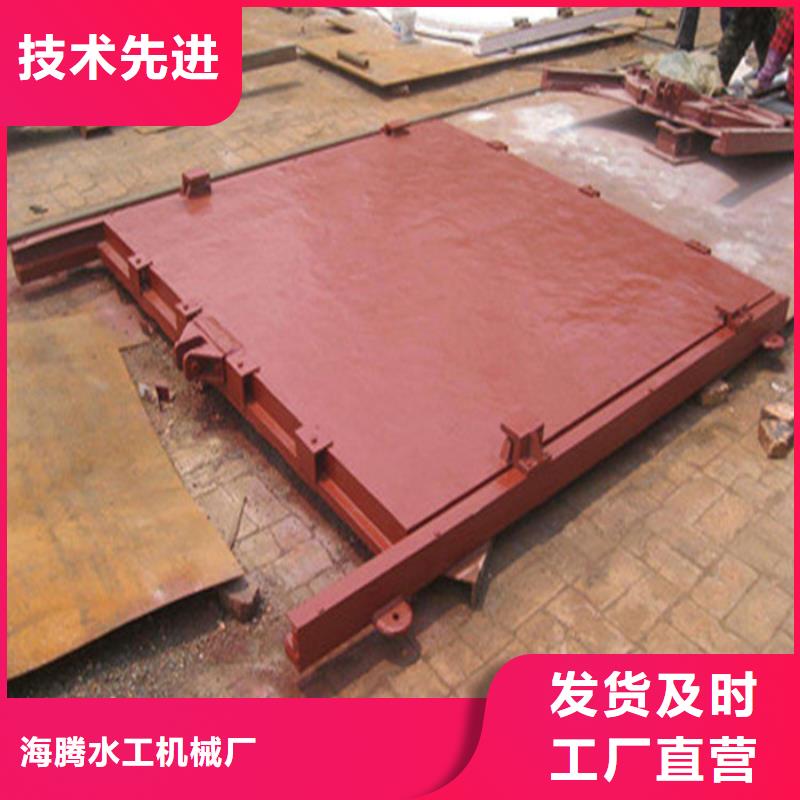
通过对聊城铸铁闸门安装一系列问题的介绍我们可以清楚的认识到这个环节的重要性。聊城铸铁闸门的使用和保养概述铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
聊城铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。
聊城铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
聊城铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的聊城铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。
聊城铸铁闸门在行业中,启闭机是作为一般精度要求的产品,在贯彻新齿轮精度标准时确实不太重视齿形误差的检验,不少单位也没有检测这项指标的设备,所以即使图纸上提出这方面要求而在实际检验操作中却得不到很好执行,尽管公法线长度、变动量公差和齿圈径跳等指标都符合要求,但齿轮仍然是不合格品。
目前,国内的启闭机械使用的规模、功率随之越来越大,产生噪声也越来越高,其 标准GB1955—2002规定合格的启闭机噪声限值为机外不得大于85dB(A)、操作者耳边不得大于88dB(A)。如果启闭机牵引力较小、速度较低时其噪声都远低于标准限值,控制也容易;但当牵引速度较高、牵引力较大时要确保噪声不超标,需从设计、工艺、材料、质检等各个环节采取有效措施。
聊城铸铁闸门对于机器的底盘噪声来源分析及控制:我们认为机器的底盘的设计制造存在造成噪声的可能:底盘采用箱形结构,不是所有焊缝都进行连续焊接,各个底盘焊缝的长短、高低位置不同,底盘刚性存在较大个体差异,有的则产生共鸣效应,机器如有一点震动噪声就被放大;由于底盘由钢板焊成,不具备吸震消声功能,如果其固有频率与齿轮啮合频率接近就可能造成个别机器因齿轮弱小震动引发较大共震,引起噪声值上升。
我们针对上述可能性分别进行试验,但通过三次实验发现噪声高低与底盘结构、刚度、频率等因素呈弱相关,噪声大小与运动件强相关,此底盘设计构造、制造质量并不是噪声超标的原因。