









在铸造甘肃铸铁闸门的过程中普遍都会遇到出现气孔的问题,有时候也深受他的影响。总的来说,气孔又分为表面、皮下和内部气孔三种。铸造工艺、铸造原料、浇注过程的操作等都可能是产生气孔的原因。
甘肃铸铁闸门缺陷分析及解决措施
根据气孔的外观,我们判断为皮下气孔并且分为两种,一是内部发亮的皮下气孔,二是内部发黑的渣气孔。我们知道,金属液与铸型(包括型砂、砂芯、涂料、冷铁),金属液与熔渣,或金属液内部某些元素、化合物之间发生反应形成的气孔,称为反应气孔,这类气孔一般位于铸件表皮下面,称为针孔或者皮下气孔,在球墨铸铁件潮膜砂造型时,产生气孔中的气体为H2S、H2、镁蒸气等,这是形成 种气孔的原因;而第二种渣气孔,我们分析是由于金属液氧化造成的。根据上述分析,我们对熔炼及浇注、制芯、砂处理、造型等各工序进行了分析,并针对发现的问题制订相应的解决措施。
甘肃铸铁闸门常用防腐方法中,用得较多的是覆盖层防腐。覆盖层防腐方法主要有涂料防腐和热喷涂防腐。现根据钢闸门制作的实践经验,介绍钢闸门热喷涂的施工方法。
钢闸门表面处理,钢闸门表面热喷涂之前,应将钢闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。具体方法如下:
喷砂处理施工要求,杂物的方法宜采用喷射或抛射,一般采用喷射,即人们通常说的喷砂除锈。
喷砂机是喷砂处理设备,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。喷嘴到基体金属表面宜保持100~300mm的距离。喷射方向与基体金属表面法线的夹角以15°~30°为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于1%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在0.75~3.0mm之间。
甘肃铸铁闸门装置是要进行必定的调整,要找好闸口各个地方的正确方位,要把拉线固定好,然后要调整螺栓与工程钢筋之间焊接,还要测定好每个水面的空隙。在运用铸铁闸口之前要看看闸板的上、下极限方位,若是在运用的时分有什么欠好的状况呈现的话必定要及时的处置。若是铸铁闸口呈现生锈的表象的话就要常常的运用一些油抹在铸铁闸口的上面,避免在任务的时分不能运用这种状况的呈现。
在甘肃铸铁闸门定制的时分,我要从各个方面停止思索,比方甘肃铸铁闸门的质量,这个是重中之重,一旦质量不过关形成的结果损失不敢想象;其次就是价钱,必需是该产品有这个价值才干出这么多钱,不能充任冤大头; 就是效劳了,厂家的售后效劳一定要跟上等。
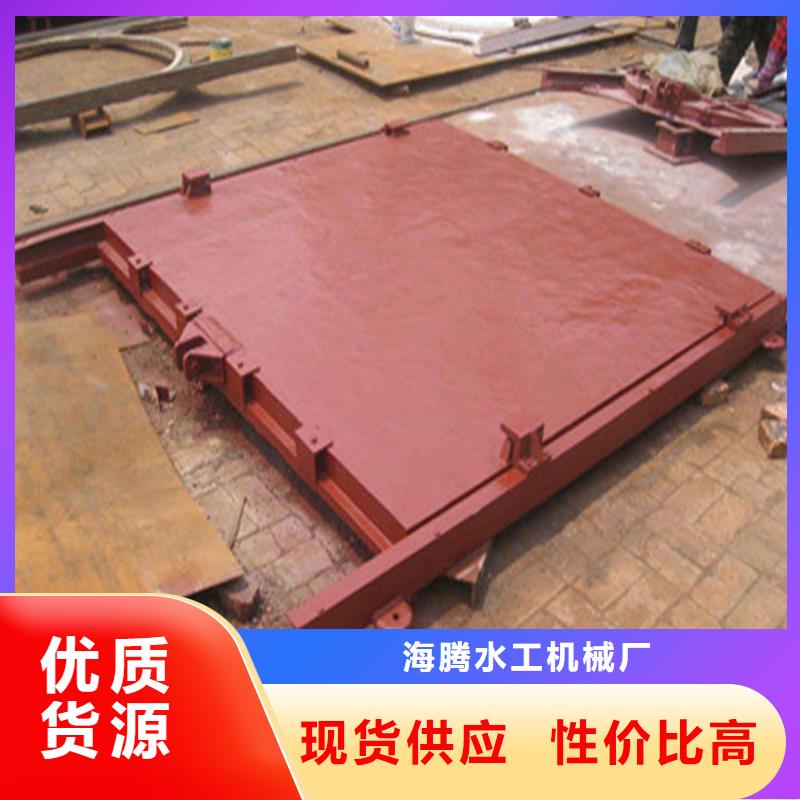
因甘肃铸铁闸门在水下工作,为操作方便,在水下设置了启闭装置,由于闸门标高不相一致,所以传动螺杆的长短,轴导架的设置与否,视其具体尺寸而定(详情见本厂产品样本)。吊耳、吊块、销轴主要用于传动螺杆与门体连接,使门体作上、下往复运动的动力源来于启闭机。
门体向上全部打开时,水则疏通;反之,则为截止。如因工作需要调节水位时,也可半启半闭,以达到疏通、截止、调节水位之目的。
其次就是铸铁闸门的主要结构,统一的市场情况下,包括:门框、门体、密封面、轴导架、导轨、小规格的与门框连在一起,大规格的与门框分体、启闭装置、传动螺杆、吊耳、也可与门体为一体等。
