



<四川>鹏鑫钢铁
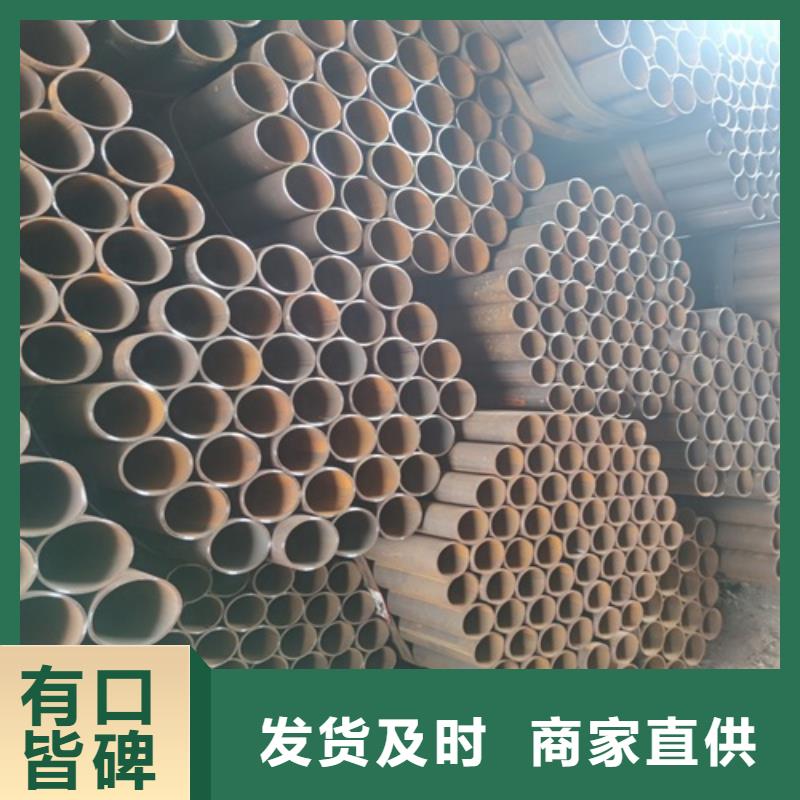
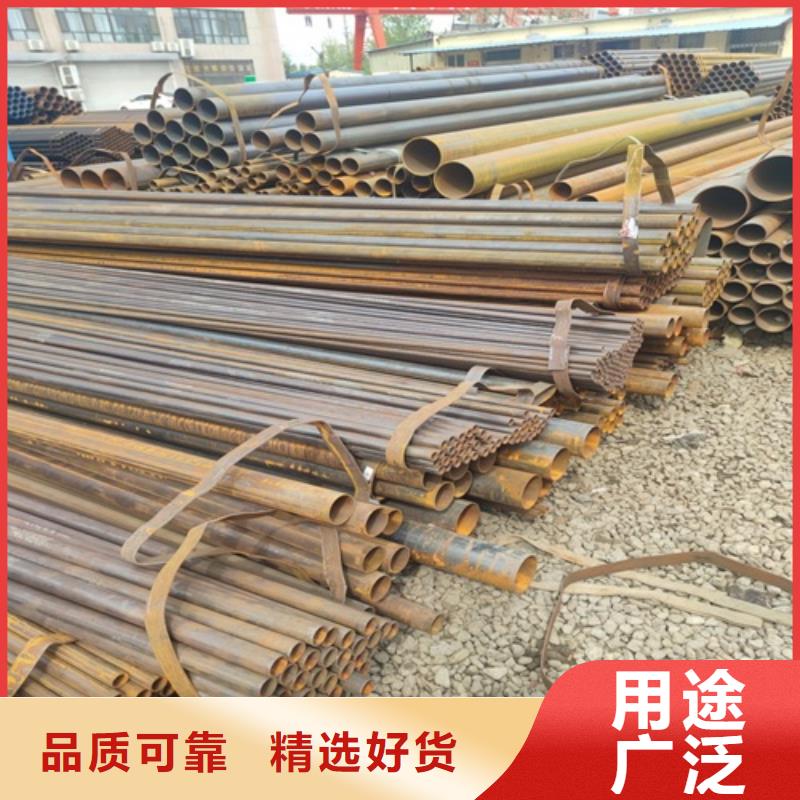
 四川Q345R焊管销售
四川Q345R焊管销售
四川Q345B焊管应从工艺因素上采取以下措施可防止夹渣: 1)采用低氢型碱性焊条。由于药皮含有大量的大理石和氟化钙,使熔渣颗粒比重较小。较大量的氟化钙会使熔渣稀释,流动性得到改善,熔渣的表面张力较大,易于聚结。 2)保证四川Q345B焊管装配质量。坡口角度与钝边大小应合理选择,并尽量敲到装配间隙均匀。注意清理好坡口处的氧化皮等脏物。 3)正确选择合适的Q345B焊管焊接工艺规范,如电流过小,熔池停留时间短促,熔渣的流动性不好来不及浮出就造成夹渣。电流过大又会使药皮发红脱落,造成大块夹渣。焊条不希望作大幅度的横向摆动。焊缝接头处的药皮应提前打好再接头,以避免接头夹渣。


焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。

