





在铸造吕梁铸铁闸门的过程中普遍都会遇到出现气孔的问题,有时候也深受他的影响。总的来说,气孔又分为表面、皮下和内部气孔三种。铸造工艺、铸造原料、浇注过程的操作等都可能是产生气孔的原因。
吕梁铸铁闸门缺陷分析及解决措施
根据气孔的外观,我们判断为皮下气孔并且分为两种,一是内部发亮的皮下气孔,二是内部发黑的渣气孔。我们知道,金属液与铸型(包括型砂、砂芯、涂料、冷铁),金属液与熔渣,或金属液内部某些元素、化合物之间发生反应形成的气孔,称为反应气孔,这类气孔一般位于铸件表皮下面,称为针孔或者皮下气孔,在球墨铸铁件潮膜砂造型时,产生气孔中的气体为H2S、H2、镁蒸气等,这是形成 种气孔的原因;而第二种渣气孔,我们分析是由于金属液氧化造成的。根据上述分析,我们对熔炼及浇注、制芯、砂处理、造型等各工序进行了分析,并针对发现的问题制订相应的解决措施。
如何延长吕梁铸铁闸门的寿命
吕梁铸铁闸门主要就是运用在水利工程上面的一款设备主要的作用就是用来进行排水使用但是长时间的浸泡在水中使用寿命肯定会受到很大的影响如果才可以延长铸铁闸门的使用寿命呢下面就让小编为大家介绍一下延长寿命的方法.首先我们需要定期的检查将一些问题提前发现出来发现之后就可以及时的进行解决避免了问题导致使用时的故障产生.其次就是需要合理的维护应该一个月维护一次维护的内容有很多比如对零部件的生锈处理对零件的紧固处理等等这些都是故障比较好的方法. 就是注意到使用要求铸铁闸门在使用的时候一定要按照要求进行操作只有正确的操作才可以避免故障的问题产生使用寿命自然而然也会得到很大的延长.铸铁闸门主要就是用来对水流进行限制的设备延长了它的使用寿命那就相当于保证了水利工程的避免水流过大的问题发生。
吕梁铸铁闸门熔炼及浇注工序
(1)降低球化剂的加入量,将球化剂从占铁液量的1.7%降低为1.5%,严格控制Mg含量,需要保持在wMg<0.05%。
(2)对浇包、孕育包进行严格烘干,对球化剂、孕育剂进行适当烘干,很大程度地保证其干燥。
(3)使用硅钡孕育剂替换现用的硅锶孕育剂,加入量保持不变。
(4)提高浇注温度,将浇注温度由1360~1370℃提高到1380~1390℃。
(5)加快出铁、倒包速度,尽量减少铁液被氧化的可能性。

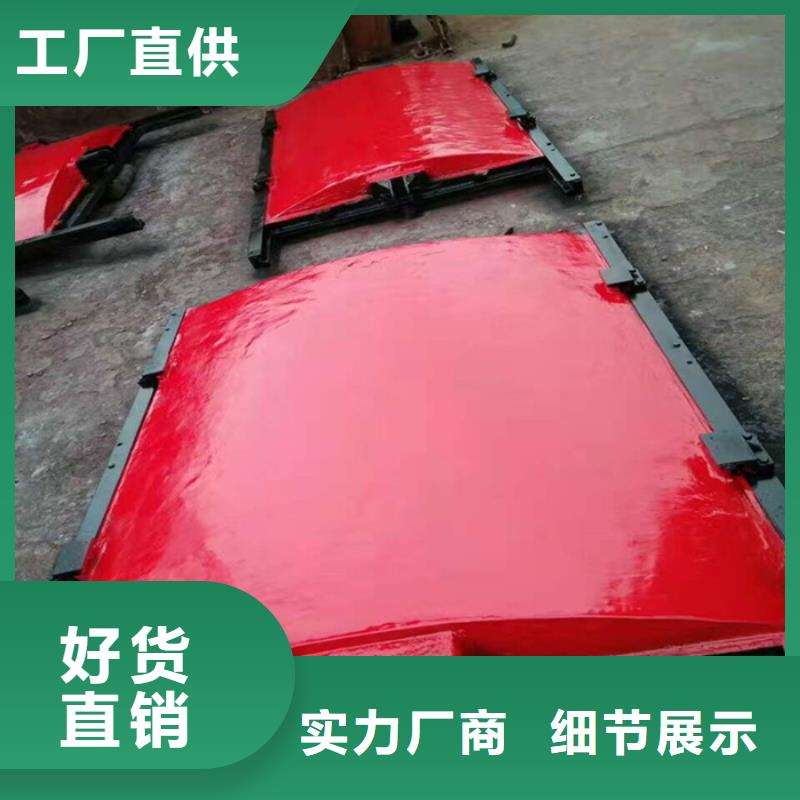
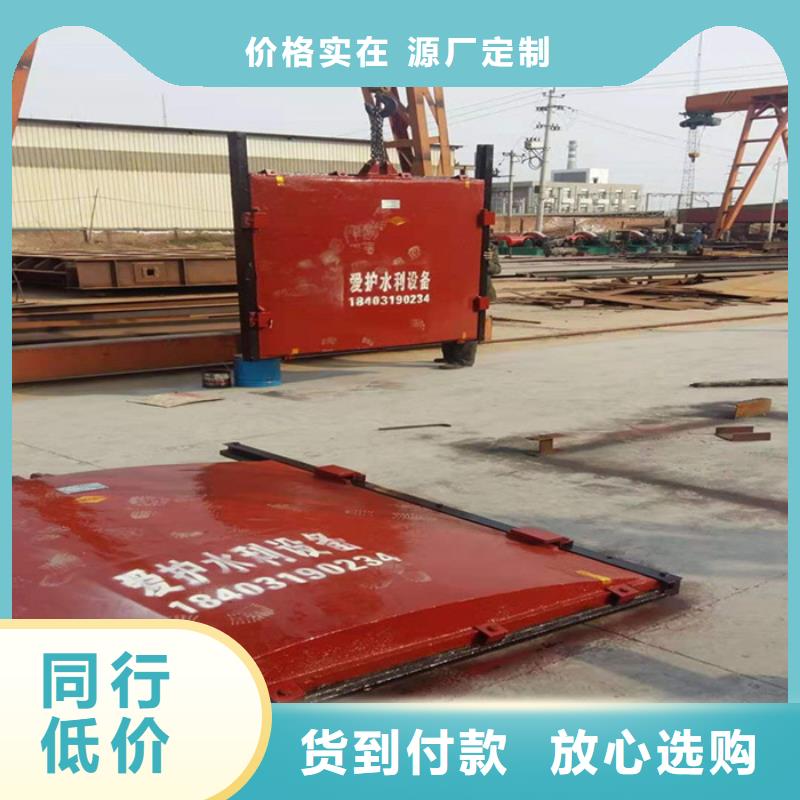
吕梁铸铁闸门主要由闸框和闸板两大部分组成。闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。为科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。闸板是用来封闭和开启孔 口的活动挡水构件, 板面四周设铸铁边框梁 , 为提高闸板的强度 , 板面制成拱形, 拱的圆心角按 6 0 度设计,以降低其所受的水压力。为便于制造、 运输和安装 , 闸板可制成上下几部分 ,待到安装现场后再用螺栓连接组装成整体 ,连接处上下板设置法兰和筋板使其成为闸板的中间横梁, 以提高闸板的纵向刚度 , 在宽度方向设置纵向筋板 ,以提高其横向刚度,同时起到纵梁的作用。
