

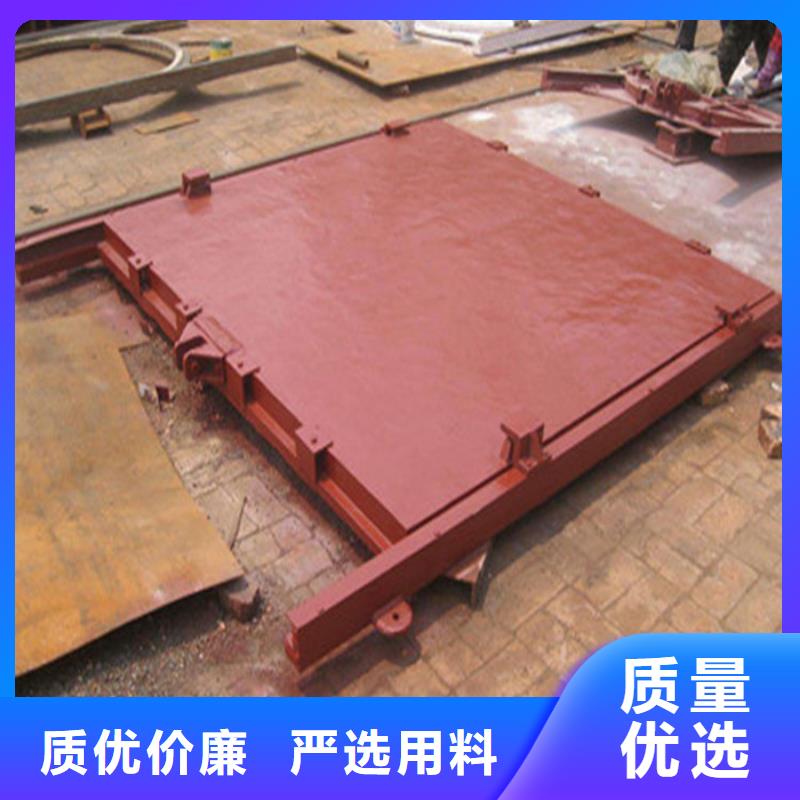





北京铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
北京铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的北京铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。
北京铸铁闸门装置是要进行必定的调整,要找好闸口各个地方的正确方位,要把拉线固定好,然后要调整螺栓与工程钢筋之间焊接,还要测定好每个水面的空隙。在运用铸铁闸口之前要看看闸板的上、下极限方位,若是在运用的时分有什么欠好的状况呈现的话必定要及时的处置。若是铸铁闸口呈现生锈的表象的话就要常常的运用一些油抹在铸铁闸口的上面,避免在任务的时分不能运用这种状况的呈现。
在北京铸铁闸门定制的时分,我要从各个方面停止思索,比方北京铸铁闸门的质量,这个是重中之重,一旦质量不过关形成的结果损失不敢想象;其次就是价钱,必需是该产品有这个价值才干出这么多钱,不能充任冤大头; 就是效劳了,厂家的售后效劳一定要跟上等。
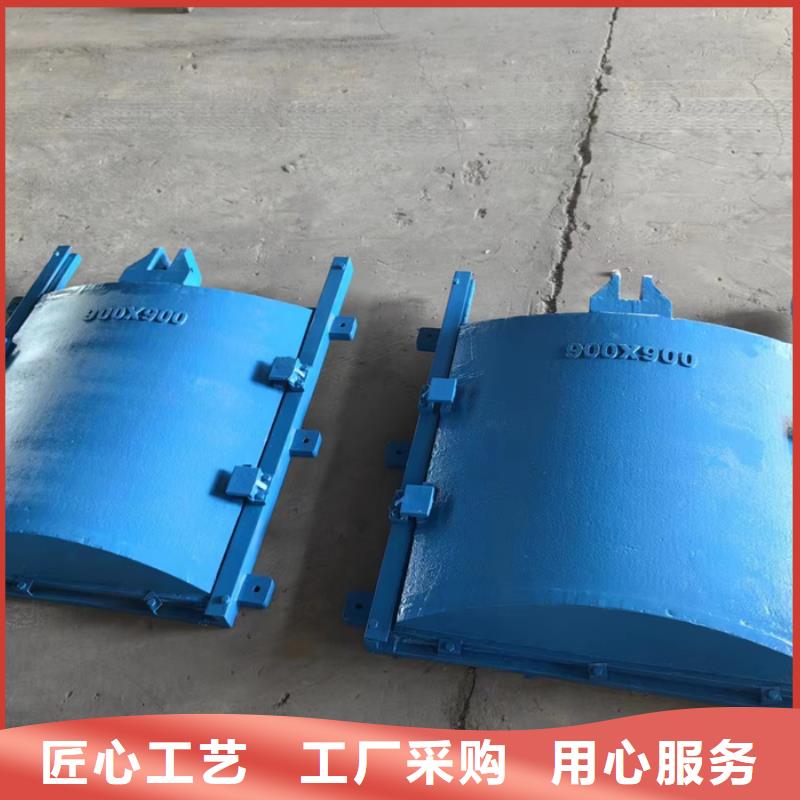
北京铸铁闸门检验标准:
1.密封面间隙检验
门板与门框密封座的结合面,需要外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm.
2.装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。
3.渗漏试验
密封面应任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
4.全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
5.出厂检验
(1)每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。
(2)订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%.但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。

北京铸铁闸门对于机器的底盘噪声来源分析及控制:我们认为机器的底盘的设计制造存在造成噪声的可能:底盘采用箱形结构,不是所有焊缝都进行连续焊接,各个底盘焊缝的长短、高低位置不同,底盘刚性存在较大个体差异,有的则产生共鸣效应,机器如有一点震动噪声就被放大;由于底盘由钢板焊成,不具备吸震消声功能,如果其固有频率与齿轮啮合频率接近就可能造成个别机器因齿轮弱小震动引发较大共震,引起噪声值上升。
我们针对上述可能性分别进行试验,但通过三次实验发现噪声高低与底盘结构、刚度、频率等因素呈弱相关,噪声大小与运动件强相关,此底盘设计构造、制造质量并不是噪声超标的原因。