





因恩施铸铁闸门在水下工作,为操作方便,在水下设置了启闭装置,由于闸门标高不相一致,所以传动螺杆的长短,轴导架的设置与否,视其具体尺寸而定(详情见本厂产品样本)。吊耳、吊块、销轴主要用于传动螺杆与门体连接,使门体作上、下往复运动的动力源来于启闭机。
门体向上全部打开时,水则疏通;反之,则为截止。如因工作需要调节水位时,也可半启半闭,以达到疏通、截止、调节水位之目的。
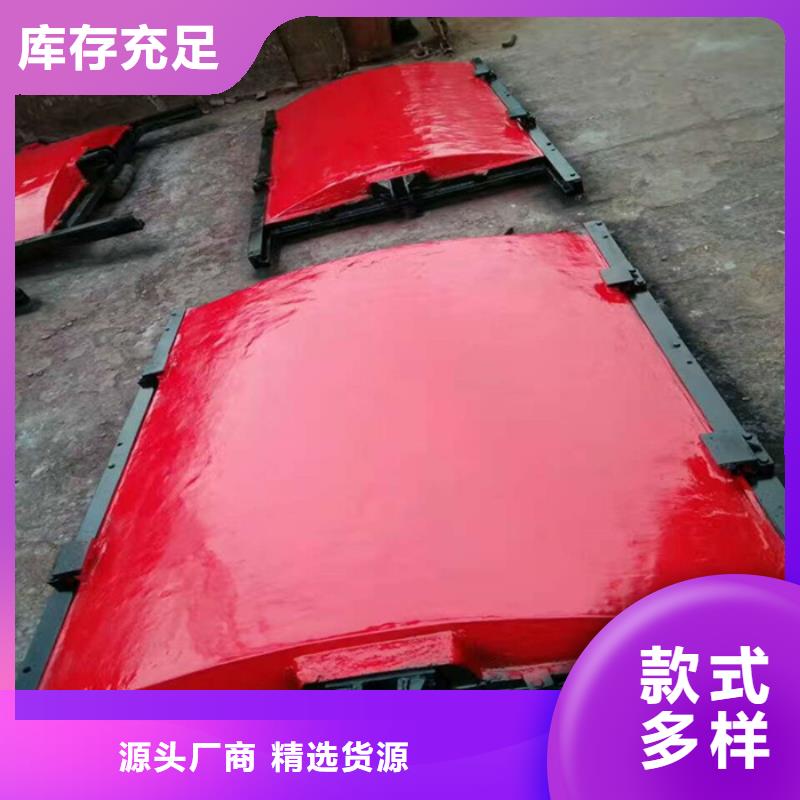
其次就是铸铁闸门的主要结构,统一的市场情况下,包括:门框、门体、密封面、轴导架、导轨、小规格的与门框连在一起,大规格的与门框分体、启闭装置、传动螺杆、吊耳、也可与门体为一体等。

恩施铸铁闸门由于齿轮质量产生的噪声经检查齿轮的公法线长度公差、公法线长度变动量公差、齿圈径向跳动量、滚筒各相关孔的同轴度和主轴各轴颈的跳动等指标都控制在标准规范的范围内,但对齿轮进一步检查发现齿轮齿形误差超标,其原因出在滚刀的刃磨上。因为是大模数刀具,被切材料又经过处理,滚切时切削阻力大,刀刃很容易钝,同一批零件加工中途可能需要磨一、二次刀,刃磨时如滚刀前角控制不好,齿廓很容易变形,则加工齿廓就不再是标准渐开线,运动中就产生瞬时加速度,运动不平稳则必然产生震动和噪声。
恩施铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
恩施铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的恩施铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。
恩施铸铁闸门热喷涂锌
(一)主要设备
压缩空气系统,氧气、乙炔系统,金属气喷枪及胶管等。
(二)工作原理
以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。由于喷砂后的基体表面凹凸不平,散热收缩后的金属涂层能牢固地附在工件表面。
(三)喷料要求
1.金属喷涂用锌丝纯度不得低于99.99%。
2.锌丝应光洁、无锈、无油、无折痕,直径为2.0~3.0mm。
(四)喷涂工艺要求
1.喷涂用的压缩空气应清洁、干燥,压力不得低于0.4MPa。
2.喷涂距离为100~200mm,喷枪尽可能与基体表面成直角,不得低于45°。
3.喷枪移动速度,以一次喷涂厚度达到25~80μm为宜。
4.各喷涂带之间应有1/3的宽度重叠,厚度应尽可能地均匀。
5.各喷涂层之间的喷枪走向应相互垂直,以交叉覆盖。
6.涂层表面温度降到70℃以下时,再进行下一层喷涂。