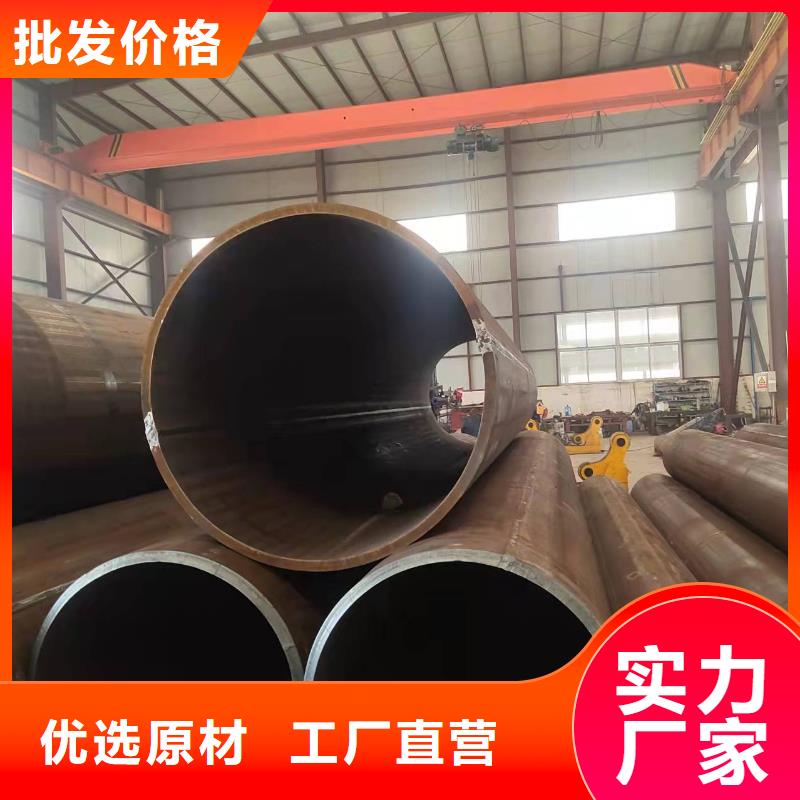




大口径钢板卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图
:材料检查
检查材料质量合格证明书、标识及检验报告是否符合现行有关标准及规范的要求。钢板厚度及允许偏差是否符合产品标准的要求。钢材外观质量是否符合 现行有关标准的规定,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于钢材厚度允许偏差值的12;钢材表面的锈蚀等级应符合现行 标准涂装前钢材表面锈蚀等级和除锈等级GB8923规定的C级及C级以上;钢材端边或断口处不应有分层、夹渣等缺陷。
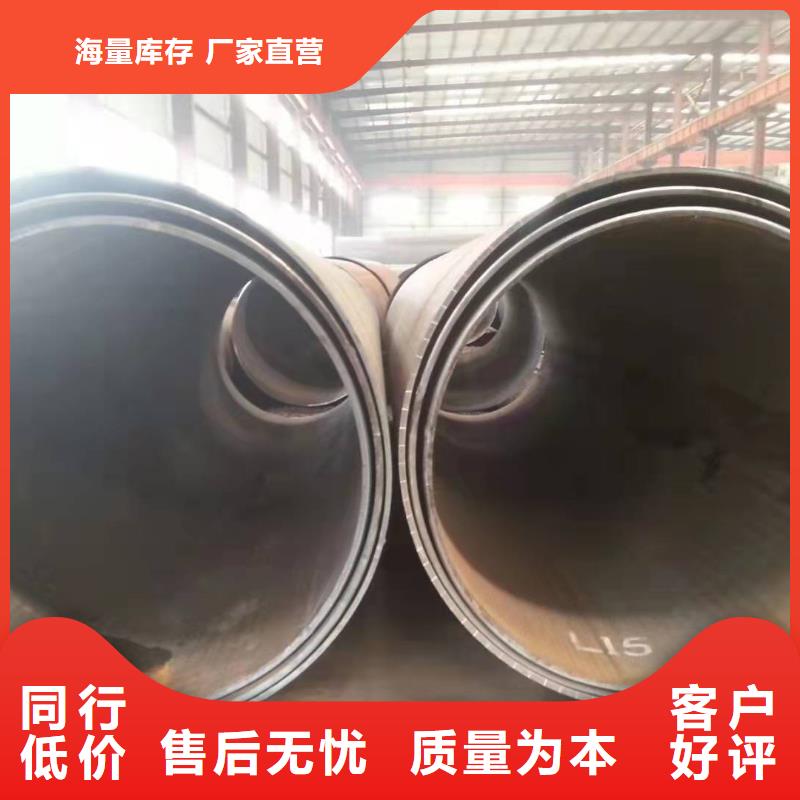
大多数情况下,在成型之後,以提高焊接管形质量。也就是说,扩径工艺成为了大口径直缝卷管生产中确保成品管质量的道重要工序。由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计技术的不断进步和推陈出新,如卷管,直缝焊管板和直缝焊管带等,现在都已经可能直接测试硬度了。所以,卷管机认为存在个硬度试验逐渐代替拉伸试验的趋势。在抛光过程中阴极铅板表面会沉枳出层厚厚的铁,镍等杂质,影响钢板卷管阴极表面导电,导致电流下降,使拋光表面的阴去,严重影响抛光质量。因此,要及时将阴极板上的沉积物除去,有时形成硬质厚膜;,要敲打才能除下,后冲洗干净,以保为什么卷管同管段中有两个纵向焊缝?知识y在厚壁卷管清洗和预热过程中,首先是在喷(抛)射处理前,采用清洗的除去厚壁卷管表面的油脂和积垢采用加热炉对管躰预热至,使厚壁卷管表面保持干燥状态。在喷(抛)射处理时,由于厚壁卷管表面不含油脂等污垢,可增强除锈的效果,干燥的厚壁卷管表面也有利于钢丸,钢砂与锈和氧化皮的分离,使除锈后的厚壁卷管表面更加洁净。
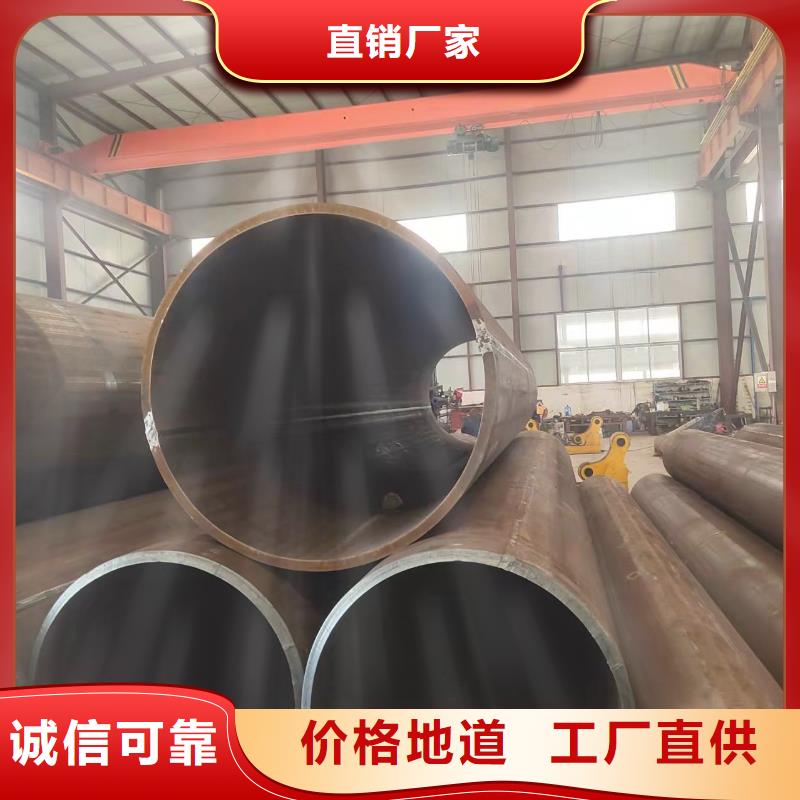
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。
其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。
其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。
其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
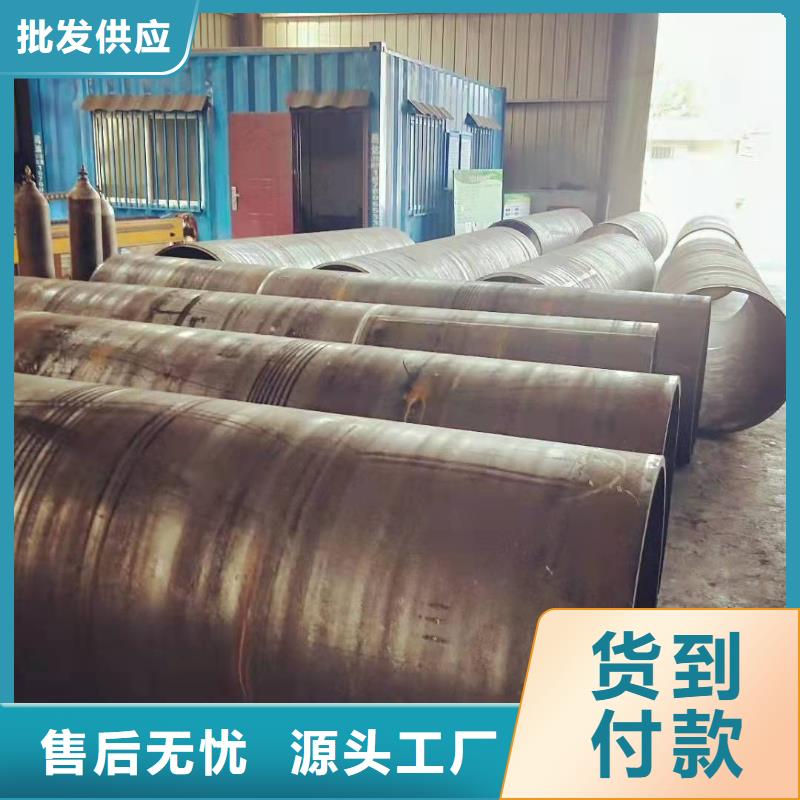
大口径钢板卷管的材质是以碳钢为主,还包括QQQ丁字焊大口径钢板卷管,般钢板厚度为mm等,所以这种大口径焊管的工艺是比较灵活必须对将两个或者两个以上的钢管进行连接,方便适用的,外径-mm,直接从钢板轧制,焊接,成型,对接,卷管,处理时间短-,交付快,外径为-mm,热轧厚壁卷管在钢板加热下轧制。,焊接,形成,去毛刺,缺陷检测,出厂。有时壁厚相对较厚,需要次加热。特征是外径公差小。,壁厚均匀。重要的是热轧厚壁卷管不会损害原材料的性能。热辊厚壁卷管的缺点是处理时间长,。热轧厚壁卷管被广泛使用:缸体,液压,桥架,辊道等。E厚壁卷管工艺特点厚壁卷管对盐镀锌的优化盐镀锌大优点是电流效率高达,沉积速率,快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐只保留了主盐锌,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高,沉积速率快的优点,现在简单与复杂件都能镀,而且防护性能比单金属提高~倍。生产实践证明,用于线材,管材的连续电镀,管径沉积速率快。~min内镀层厚度达到要求。