



别再纠结于文字描述了,观看视频,让钢管喷漆锻打圆钢实力大厂家产品为你展现真实魅力!
以下是:钢管喷漆锻打圆钢实力大厂家的图文介绍

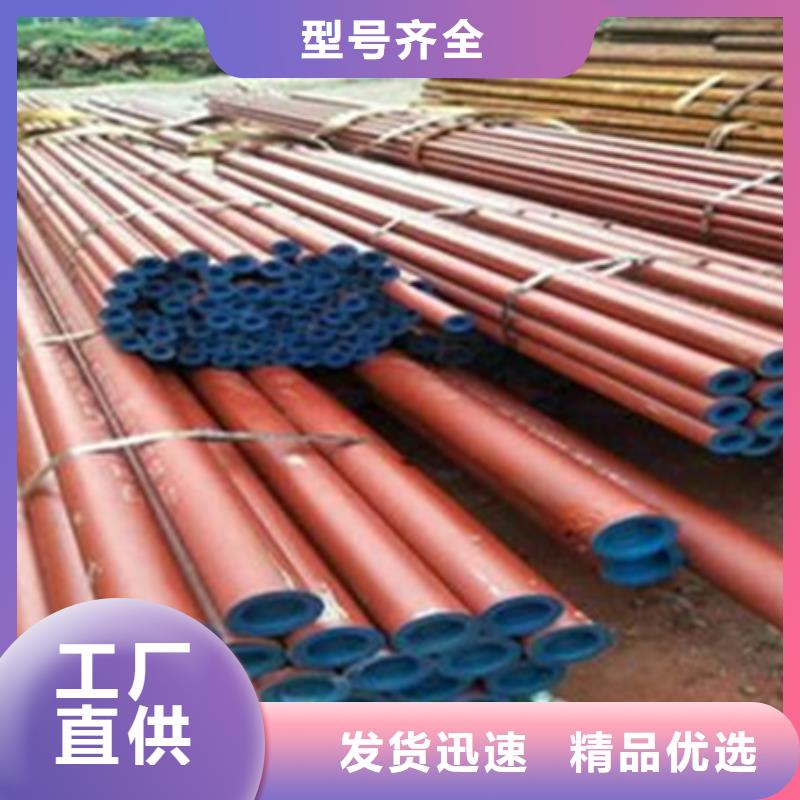
钢管喷漆应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。4.4除锈速度钢管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1。式中:m——磨料的喷(抛)量;V——磨料运行速度;m1——单颗粒磨料的质量。m。的大小与磨料破碎率有关,破碎率大小直接影响表面处理作业的成本及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。4.5清洗和预热在喷(抛)射处理前,采用清洗的方法除去钢管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使钢管表面保持干燥状态。在喷(抛)射处理时,由于钢管表面不含油脂等污垢,可增强除锈的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的钢管表面更加洁净。


酸洗磷化无缝管 槽式酸洗工艺流程及配方
(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。
(2)水冲。压力为0.8MPa的洁净水冲干净。
(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。
(4)水冲。用压力为0.8MPa的洁净水冲干净。
(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。
(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。
(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。
(8)水冲。用压力为0.8MPa的净化水冲净为止。
(9)快速干燥。用蒸汽、过热蒸汽或热风吹干
(10)封管口。用塑料管堵或多层塑料布捆扎牢固。
如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间钢管喷漆



钢管喷漆如何避免无缝钢管壁厚偏差近年来无缝钢管在我国钢产量中所占的比例越来越大,由于其用途的广泛,对其质量也提出了较高的要求,其中无缝钢管的壁厚偏差是其质量的重要指标之一。壁厚偏差会直接影响无缝钢管的使用范围,在当前日趋激烈的市场竞争中,如果一个生产厂家不能在质量上作文章,制造出高质量的无缝钢管,则许多市场份额的丢失是不可避免的。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管是用30、345等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn40MnB等合结钢热轧或冷轧12Cr1MoV合金管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,12Cr1MoV合金管是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。



宏钜天成钢管有限公司以 山东无缝钢管产品质量为基石谋求发展,以诚信为根本谋求利益,把 山东无缝钢管产品质量、诚信务实、合作共赢视为公司的命脉,公司秉承让客户放心,让用户安心的理念,得到了广大用户的一致认同与好评,我们坚信在您们的支持与帮助下,我们将会越来越好,为广大用户提供更加优质的 山东无缝钢管产品,贴心的服务。

