

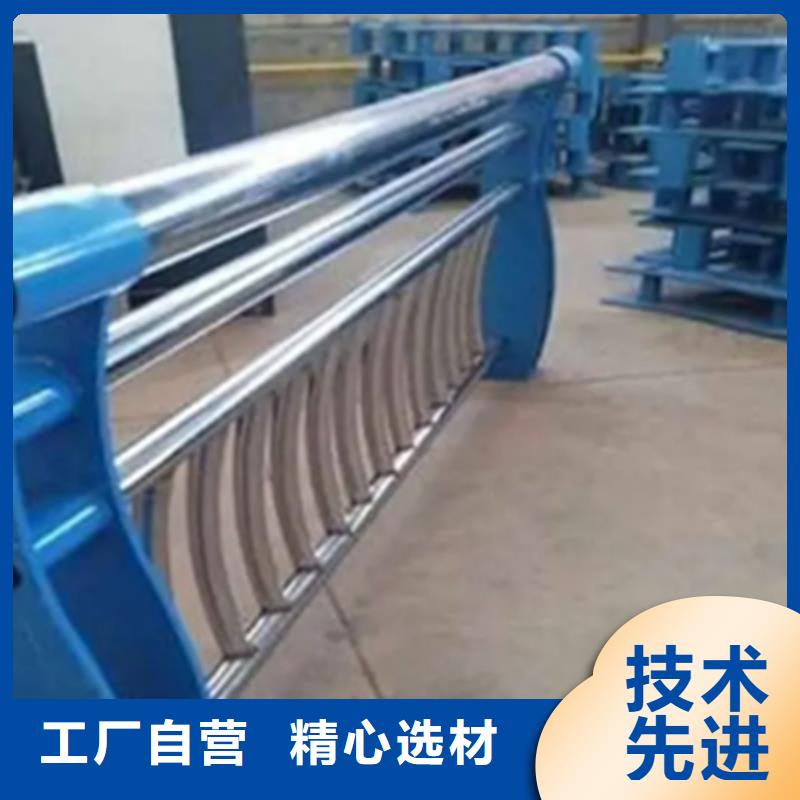


制作桥梁不锈钢护栏; 由于桥梁不锈钢护栏防撞导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法。同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。现在人们在追求产品的耐用性、实惠方面的同时,人们也同样重视产品的外观。像我们城市的不锈钢复合管河道护栏防撞也不例外,大家看到景观这两个词应该都会知道,这些是 个大家欣赏的,是为了美化环境的。 山东中泓泰金属制品公司始终坚持以更优质的产品,更好地经营服务理念,为广大用户服务,并已建立了稳定的国内市场销售网络。公司遵循“客户至上,诚信为本”的经营方针,以合理的价格,优良的信誉竭诚为社会各界朋友提供有效的服务。我们始终坚持“互惠互利,薄利多销”的经营策略,完善销售服务体系不断把创新、优良的产品送到客户身边,与广大客户共创一个互惠互利的合作平台!欢迎来电垂询或亲临指导。我公司将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。



不锈钢护栏不锈钢复合管护栏焊接的步骤供大家进行参考: 1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。 2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。 3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。 4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。 5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。 6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。 7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。 不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接,出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的设施更是要会发生事故的所以说一定要焊接合格才行!

 <江苏>中泓泰金属制品有限公司
<江苏>中泓泰金属制品有限公司

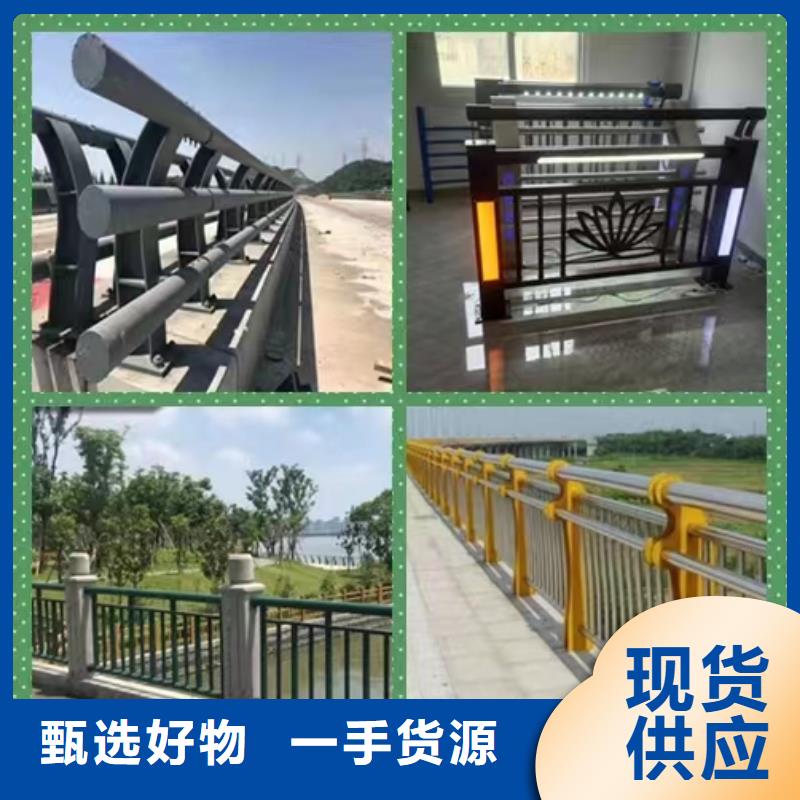
江苏河道不锈钢防撞护栏性能评价标准是怎样的呢? 江苏河道不锈钢防撞护栏性能评价标准是怎样的呢?客户朋友们你们知道吗?下面就由江苏河道护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。 ??1、车辆与河道护栏发生碰撞时应能保证车内乘员的生命,不受到严重伤害。 ??2、每一种等级的各种形式河道护栏均应根据应用路段,按照评价等级相应的车辆总质量,选择小型客车、大型车辆两种车型进行实车碰撞试验。 江苏中泓泰金属制品有限公司是集设计、生产、销售、安装于一体的专业江苏不锈钢桥梁防撞护栏厂家,公司主营:江苏桥梁护栏、江苏不锈钢护栏、江苏不锈钢护栏栏杆、江苏不锈钢防撞护栏、江苏桥梁护栏、江苏桥梁防撞护栏、江苏不锈钢桥梁护栏、江苏桥梁栏杆、江苏河道护栏、江苏防撞栏杆、江苏河道栏杆、江苏灯光护栏、江苏灯光栏杆、江苏景观护栏、江苏景观栏杆、江苏栈道护栏、江苏栈道栏杆、江苏304不锈钢复合管、江苏不锈钢复合管护栏、江苏201不锈钢复合管、江苏不锈钢碳素钢、江苏不锈钢复合管等产品

